
K110 is a 12% ledeburitic chromium steel, corresponding to material grade 1.2379 (or X153CrMoV12, D2). This tool steel combines the advantages of traditional 12% ledeburitic chromium steels with the properties of modern tool grades. Within its group, BÖHLER K110 steel provides the best combination of wear resistance, compressive strength, and toughness, making it used in practically all cold work operations (cold stamping).
K110 steel is usually supplied in the annealed condition with a maximum hardness of 250 HB.
Technical Description of K110 / 1.2379 Steel
These are the main technical characteristics and applications of high-chromium, ledeburitic steel, known under the brand names D2 or BÖHLER K110.
Production Process
Melting: furnace melted.
- Additional information: Electroslag remelting (ESR) is often used to increase purity and homogeneity.
Properties
- Wear resistance: good.
- Explanation: high carbon and vanadium content promotes the formation of hard carbides, providing high resistance to abrasive wear.
- Dimensional stability: good.
- Explanation: the steel exhibits minimal distortion during heat treatment, which is critical for manufacturing complex and precise tools.
Applications
This steel is universal for tools and parts subject to high wear:
- Stamping and cutting: blanking, punching, fine blanking, coining.
- Forming: rolling, cold forming, thread rolling.
- Industrial knives: industrial knives, machine knives (for manufacturers).
- Components: standard parts: molds, plates, punches, pins.
- Special parts: screws and barrels, components for the processing industry, wear parts, rolls.
- Other: general engineering components, components for underground construction (drilling, mining).
- Powder metallurgy: powder pressing.
Chemical Composition
| Chemical composition of K110 steel grade | ||||||
| C | Cr | Mn | Mo | Si | V | Fe |
| 1.55 | 11.3 | 0.30 | 0.75 | 0.30 | 0.75 | Balance |
Heat Treatment
| Heat treatment of K110 steel | ||
| Annealing | ||
| Temperature | 800 to 850 °C (1472 to 1562 °F) | Slow controlled cooling in furnace at a rate of 10 to 20 °C/hr (18 to 36 °F/hr) down to approximately 600 °C (1112 °F). Further cooling in air. |
| Stress Relieving | ||
| Temperature | 650 to 700 °C (1202 to 1292 °F) | After complete through-heating, hold in a neutral atmosphere for 1 - 2 hours. Slow cooling in furnace. The purpose is to relieve stresses caused by heavy machining or complex shapes. |
| Hardening and Tempering | ||
| Temperature | 1030 to 1070 °C (1886 to 1958 °F) | Hardening is carried out in oil, salt bath (220 - 250 °C or 500 - 550 °C), gas, compressed or still air; tools of complex shape or with sharp edges should preferably be hardened in air; holding time after temperature equalization is 15 - 30 minutes; after hardening, tempering must be performed to the desired working hardness according to the tempering chart. |
Tempering Chart

Process Recommendations:
- Sample size: 20 mm square (0.787 in).
- Heating: slow heating to tempering temperature immediately after hardening.
- Soaking time: 1 hour per 20 mm of thickness, but at least 2 hours.
- Hardness: see the tempering chart for recommended values.
- Tempering cycles: at least three cycles above the secondary hardness maximum are recommended.
- Cooling: air cool to room temperature after each stage.
- Stress relieving: at 30 - 50 °C (86 - 122 °F) below the highest tempering temperature.
- Green zone: indicates the recommended temperature range on the chart.
Continuous Cooling Transformation Curves (CCT Diagrams)

Test Conditions:
- Austenitizing temperature: 1080 °C
- Holding time: 30 minutes
- Vickers Hardness
- 2...100: phase percentages
- λ (0.40...59.8): cooling duration parameter (800-500 °C)
- 1...2 K/min: cooling rate
Phase Designations:
Quantitative Phase Diagram

Legend:
- HV10 — Vickers Hardness
- Lk — Ledeburitic carbides
- RA — Retained austenite
- M — Martensite
- B — Bainite
- P — Pearlite
Cooling Modes:
- --- Oil cooling
- - · - Air cooling
Location:
- 1 — Edge or surface
- 2 — Core (center)
Isothermal Transformation Curves (TTT Diagram)

Test Parameters:
- Austenitizing temperature: 1020 °C
- Holding time: 30 minutes
Phase Symbols:
- A — Austenite
- K — Carbide
- P — Pearlite
- B — Bainite
- M — Martensite
- Ms — Martensite start temperature
Note: This diagram shows the time required for austenite decomposition at a constant temperature. It is critical for selecting optimal martempering regimes for K110 steel to minimize internal stresses and distortions.
Hardenability (Hardness vs. Size)

Chart Parameters:
- Hardening from temperature: 1030 °C
- Cooling medium:
- —— Oil: provides maximum hardness even at large diameters.
- - - - Air: recommended for complex shapes to minimize distortion.
- Core hardness: HRC value at the very center of the workpiece after hardening.
Hardening Depth:
The inset (bottom left corner) shows the hardness distribution from surface to center. K110 steel has excellent through-hardenability, allowing for high hardness even in massive parts.
Practical significance: This data allows the technologist to accurately predict the final tool hardness depending on its dimensions. For example, when cooling in oil, a product with a diameter of up to 100 mm maintains maximum hardness of about 64 HRC throughout the cross-section.
Heat Treatment Sequence
The chart demonstrates the complete processing cycle for K110 steel: from stress relieving and step preheating to hardening with various cooling options and subsequent multiple tempering.
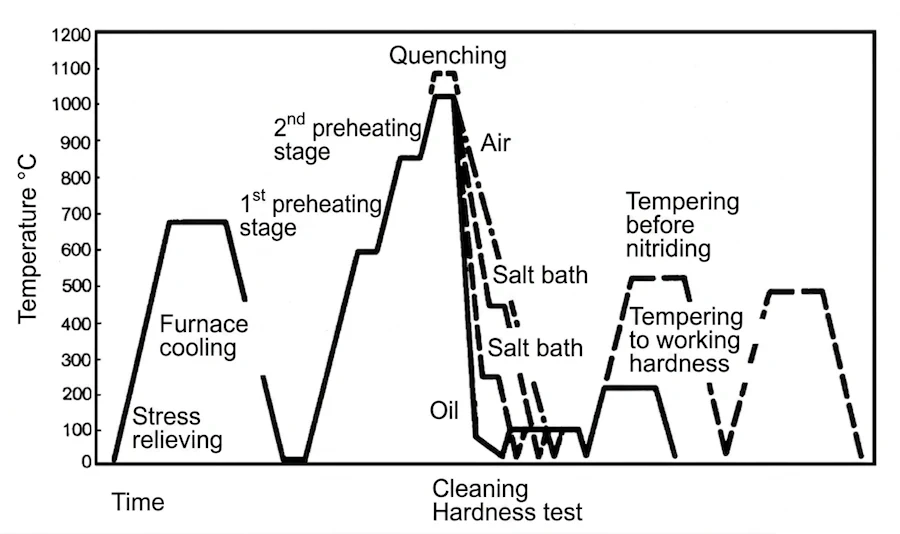
Cycle diagram: heating, holding, and cooling
Physical Properties
Below are the main physical parameters of K110 steel at 20°C. These indicators are critical for engineering calculations of part weight and their behavior during operation.
| Parameter | Value (metric units) |
|---|---|
| Density | 7.67 kg/dm³ |
| Thermal conductivity | 23.9 W/(m·K) |
| Specific heat capacity | 0.47 kJ/(kg·K) |
| Specific electrical resistance | 0.65 Ohm·mm²/m |
| Modulus of elasticity | 200 x 10³ N/mm² |
Thermal Expansion
Linear expansion parameters for K110 steel in the temperature range from 20°C to the specified limit. This allows predicting the tool's dimensional changes when heated during operation.
| Temperature (°C) | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
|---|---|---|---|---|---|---|---|
| Thermal expansion (10⁻⁶ m/(m·K)) | 11.0 | 11.4 | 11.9 | 12.2 | 12.7 | 12.8 | 12.1 |
BÖHLER K110 (1.2379 / D2) steel is a benchmark among cold work tool steels. Due to its high chromium and carbon content, it provides exceptional wear resistance and dimensional stability, making it indispensable for manufacturing complex blanking dies, knives, and molds. Excellent through-hardenability and the ability to fine-tune hardness through multi-stage tempering allow K110 to be used in the most critical industrial equipment components where a combination of durability and reliability is required.