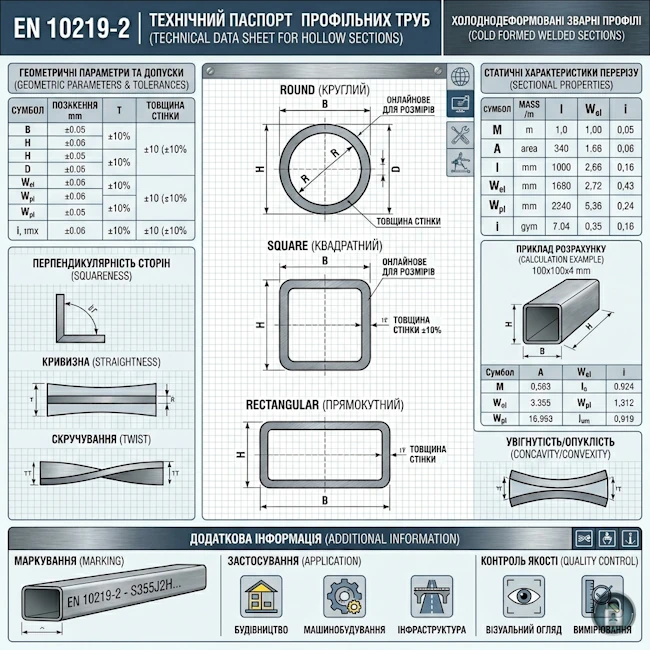
При выборе нержавеющей профильной трубы для нагруженных конструкций ключевым фактором является не только марка стали, но и точность ее изготовления. Стандарт EN 10219-2 — это европейский технический регламент, который устанавливает строгие требования к допускам, размерам и статическим характеристикам профилей.
Стандарт EN 10219-2: геометрия и точность
Использование труб, соответствующих этому стандарту, гарантирует:
Сфера применения и технические границы
Стандарт EN 10219-2 устанавливает предельные отклонения для холоднодеформированных сварных профилей круглого, квадратного и прямоугольного сечения с толщиной стенки до 40 мм. Технические нормы охватывают следующие диапазоны:
Символы и определения
Таблица 1 — Символы и определения согласно EN 10219-2
| Символ | Единица | Определение |
|---|---|---|
| A | см² | Площадь поперечного сечения. |
| As | м²/м | Площадь наружной поверхности на метр длины. |
| B | мм | Заданный размер стороны квадратного полого профиля. Заданный размер меньшей стороны прямоугольного полого профиля. |
| C1 / C2 | мм | Длина углового участка квадратного или прямоугольного полого профиля. |
| Ct | см³ | Константа момента сопротивления при кручении. |
| D | мм | Заданный наружный диаметр круглого полого профиля. |
| Dmax / Dmin | мм | Максимальный и минимальный наружный диаметр круглого полого профиля, измеренный в одной плоскости. |
| e | мм | Отклонение от прямолинейности. |
| H | мм | Заданный размер большей стороны прямоугольного полого профиля. |
| I | см⁴ | Второй момент инерции (момент инерции сечения). |
| It | см⁴ | Константа инерции при кручении (полярный момент инерции только в случае круглых полых профилей). |
| i | см | Радиус инерции. |
| L | мм | Длина. |
| M | кг/м | Масса на единицу длины. |
| O | % | Овальность (отклонение от округлости). |
| R | мм | Радиус внешнего угла квадратного или прямоугольного полого профиля. |
| T | мм | Заданная толщина стенки. |
| V | мм | Общее измеренное скручивание. |
| V1 | мм | Скручивание, измеренное на одном конце секции. |
| Wel | см³ | Упругий момент сопротивления сечения. |
| Wpl | см³ | Пластический момент сопротивления сечения. |
| x1 | мм | Вогнутость стороны квадратного или прямоугольного полого профиля. |
| x2 | мм | Выпуклость стороны квадратного или прямоугольного полого профиля. |
| yy | — | Ось поперечного сечения, главная ось прямоугольного полого профиля. |
| zz | — | Ось поперечного сечения, малая ось прямоугольного полого профиля. |
| θ | ° | Угол между смежными сторонами квадратного или прямоугольного полого профиля. |
Информация, которую должен получить производитель
Следующая обязательная информация согласно этой части EN 10219 должна быть предоставлена производителю при запросе и заказе:
- Тип длины, диапазон длин или конкретная длина (см. Таблицу 4 стандарта);
- Размеры (согласно разделу 8 стандарта).
Примечание: Эта информация дополняет требования стандарта EN 10219-1.
Предельные отклонения размеров, формы и массы
Общие положения: Отклонения от размеров и формы не должны превышать значений, приведенных в Таблице 2 (форма и масса), Таблице 3 (профили наружных углов), Таблице 4 (длина) и Таблице 5 (высота сварного шва для труб S.A.W.).
Внутренние углы: Внутренние углы квадратных и прямоугольных профилей должны быть закругленными. Примечание: конкретный радиус или профиль внутреннего угла не регламентируется.
Дополнительные допуски: Для труб диаметром D ≥ 900 мм или с отношением D/T ≥ 50 могут быть согласованы дополнительные допуски на овальность, случайный эксцентриситет и вмятины.
Таблица 2 — Допуски на форму и массу согласно EN 10219-2
| Характеристика | Круглые полые профили | Квадратные и прямоугольные полые профили | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Наружные размеры (D, B, H) | ± 1% с минимумом ± 0,5 мм и максимумом ± 10 мм |
| ||||||||
| Толщина стенки (T) | Для D ≤ 406,4 мм: - T ≤ 5 мм: ± 10% - T > 5 мм: ± 0,5 мм Для D > 406,4 мм: - ± 10% с максимумом ± 2 мм | T ≤ 5 мм: ± 10% T > 5 мм: ± 0,5 мм | ||||||||
| Овальность (O) | 2% для полых профилей с отношением диаметра к толщине не более 100a | — | ||||||||
| Вогнутость / Выпуклость (x₁, x₂)b | — | Макс. 0,8% с минимумом 0,5 мм | ||||||||
| Перпендикулярность сторон (θ) | — | 90° ± 1° | ||||||||
| Наружный профиль угла (C₁, C₂ или R) | — | См. Таблицу 3 | ||||||||
| Скручивание (V) | — | 2 мм плюс 0,5 мм/м длины | ||||||||
| Прямолинейность (e) | 0,20% от общей длины и 3 мм на любом участке длиной 1 м | 0,15% от общей длины и 3 мм на любом участке длиной 1 м | ||||||||
| Масса на единицу длины (M) | ± 6% на отдельных поставляемых отрезках | |||||||||
Таблица 3 — Допуски на наружный профиль угла (EN 10219-2)
| Толщина стенки, T (мм) | Наружный профиль угла, C₁, C₂ или Ra (мм) |
|---|---|
| T ≤ 6 | 1,6T до 2,4T |
| 6 < T ≤ 10 | 2,0T до 3,0T |
| 10 < T | 2,4T до 3,6T |
Таблица 4 — Допуски на длину, поставляемую производителем
| Тип длиныa | Диапазон длины или длина L (мм) | Допуск |
|---|---|---|
| Неопределенная длина | 4 000 ≤ L ≤ 16 000 с диапазоном 2 000 на позицию заказа | 10% от поставленных профилей могут быть ниже минимума заказанного диапазона, но не короче 75% от минимальной длины диапазона |
| Приблизительная длина | ≥ 4 000 | ± 50 мм |
| Точная длинаb | < 6 000 | +5 0 мм |
| 6 000 ≤ L ≤ 10 000 | +15 0 мм | |
| L > 10 000 | +5 0 мм + 1 мм/м |
Таблица 5 — Допуск на высоту внутреннего и наружного сварного шва
| Толщина, T (мм) | Максимальная высота сварного шва (мм) |
|---|---|
| ≤ 14,2 | 3,5 |
| > 14,2 | 4,8 |
Измерение размеров и формы
Общие положения
Все наружные размеры, включая овальность (отклонение от округлости), должны измеряться на расстоянии от конца полого профиля не менее чем D для круглых сечений, B для квадратных сечений или H для прямоугольных сечений, но в любом случае не менее чем 100 мм.
Наружные размеры
Для круглых полых профилей диаметр (D) измеряется либо непосредственно (например, с помощью штангенциркуля), либо с помощью измерительной ленты по окружности по выбору производителя.
Предельные положения поперечного сечения для измерения B и H для квадратных и прямоугольных полых профилей показаны на Рисунке 1.
Толщина стенки
Толщина стенки (T) должна измеряться в положении не менее чем 2T от сварного шва.
Предельные положения поперечного сечения для измерения толщины квадратных и прямоугольных полых профилей показаны на Рисунке 1.

Рисунок 2 — Измерение вогнутости и выпуклости квадратных или прямоугольных профилей
Овальность (отклонение от округлости)
Овальность (O) круглого полого профиля должна рассчитываться по следующей формуле (для свайных труб см. Приложение А):
Вогнутость и выпуклость
Вогнутость (x1) или выпуклость (x2) сторон квадратного или прямоугольного полого профиля должна измеряться, как показано на Рисунке 2.
Процентное значение вогнутости или выпуклости рассчитывается следующим образом:
(x1 / H) × 100%; (x2 / H) × 100%
где B и H — размеры сторон, содержащих вогнутость x1 или выпуклость x2.

Схема общих отклонений геометрии сечения

Схема измерения отклонений x₁ и x₂
Перпендикулярность сторон
Отклонение от перпендикулярности сторон квадратного или прямоугольного полого профиля должно измеряться как разность между 90° и углом θ, как показано на Рисунке 3.
«Отклонение от перпендикулярности сторон квадратного или прямоугольного полого профиля должно измеряться как разность между 90° и углом θ, как показано на рисунке 3.»

Рисунок 3 — Измерение угла θ
Наружный профиль угла
Наружный профиль угла измеряется одним из двух способов по усмотрению производителя: с помощью радиусомера или путем измерения расстояний C₁ и C₂.
«Должно измеряться расстояние между точкой пересечения плоской стороны и дуги угла и точкой пересечения проекций плоских сторон на углу (C₁ и C₂ на Рисунке 4).»

Рисунок 4 — Наружный профиль угла
Скручивание
Скручивание профиля определяется путем измерения отклонения одного из углов от горизонтальной плоскости, когда противоположный конец трубы жестко зафиксирован на поверхности.
«На противоположном конце полого профиля должна быть определена разница по высоте двух нижних углов от горизонтальной поверхности (см. Рисунок 5).»

Рисунок 5 — Скручивание профиля
Метод измерения скручивания
Для точного определения показателя скручивания стандарт предусматривает использование спиртового уровня и микрометрического винта. Измерение проводится на обоих концах профиля.
«Скручивание V — это разница между значениями V1, измеренными на каждом из концов полого профиля. Опорной длиной для уровня должна быть дистанция между точками пересечения плоских сторон и дуг углов (см. Рисунок 6).»
Условные обозначения к Рисунку 6:
- 1 — Спиртовой уровень
- 2 — Расстояние H для прямоугольных или B для квадратных профилей
- V1 — Значение отклонения, измеренное микрометром

Рисунок 6 — Измерение скручивания
Прямолинейность
Отклонение от прямолинейности (e) по всей длине профиля измеряется в точке наибольшего отступа от прямой линии, соединяющей два его конца.
Формула расчета процентного отклонения:
(e / L) × 100% где L — фактическая длина профиля
Локальное отклонение: помимо общего показателя, локальное отклонение (e1) от прямолинейности на любом отрезке длиной 1 метр (L1) не должно превышать 3 мм.

Рисунок 7 — Измерение отклонения от прямолинейности
Размеры и характеристики поперечного сечения
Номинальные характеристики поперечного сечения полых профилей, соответствующих требованиям стандарта EN 10219 и изготовленных с соблюдением установленных допусков, рассчитываются в соответствии с Приложением B для целей проектирования строительных конструкций.
Стандартные значения характеристик для ограниченного диапазона размеров холоднодеформированных профилей приведены в следующих таблицах:
Все указанные в таблицах характеристики сечения рассчитаны по формулам, содержащимся в Приложении B.
Примечание: не все размеры и толщины стенок, указанные в таблицах C.1, C.2 и C.3, доступны у каждого конкретного производителя. Пользователям рекомендуется проверять наличие конкретных типоразмеров. Также в рамках этого стандарта могут быть доступны другие размеры и толщины.
Приложение А (информационное)
Специальные требования к трубам, используемым в качестве опорных свай
А.1 Общие положения
Данное приложение содержит рекомендации относительно дополнительных допусков, которые могут применяться к трубам, когда они используются в качестве несущих свай или первичных элементов в комбинированных стенах. Эти требования в целом относятся к трубам диаметром ≥ 900 мм и отношением диаметра к толщине стенки D/T > 100.
Для проверки трубчатых свай, подвергающихся изгибу оболочки, следует руководствоваться соответствующими положениями по проектированию свай. Изгиб оболочки частично определяется ее геометрическими несовершенствами, вызванными неокруглостью, случайным эксцентриситетом и углублениями (вмятинами). Пределы для каждого из этих недостатков устанавливаются исходя из выбранного класса качества изготовления. Подробная информация о том, как оценивать неокруглость, случайный эксцентриситет и углубления, а также рекомендуемые максимально допустимые значения для каждого класса качества изготовления, приведены в разделах A.2, A.3 и A.4.
ПРИМЕЧАНИЕ 1: Дополнительную информацию о классах качества изготовления, их значении для проектирования, а также определения символов можно найти в соответствующей нормативной документации.
ПРИМЕЧАНИЕ 2: Значения определенных параметров, приведенные в таблицах A.1, A.2 и A.3, могут быть изменены на национальном уровне. Национально определенные параметры приводятся в соответствующих национальных приложениях к стандартам проектирования.
А.2 Допуск на отклонение от круглости
Отклонение от круглости трубчатой сваи оценивается по параметру U — разнице между максимальным и минимальным значениями измеренного внутреннего диаметра относительно номинального внутреннего диаметра (см. Рисунок A.1), определяемому по формуле:
Где:
- — dmax — максимальный измеренный внутренний диаметр;
- — dmin — минимальный измеренный внутренний диаметр;
- — dnom — номинальный внутренний диаметр (d = D - 2T, см. B.2).
Для определения максимального и минимального значений следует измерить соответствующее количество диаметров.
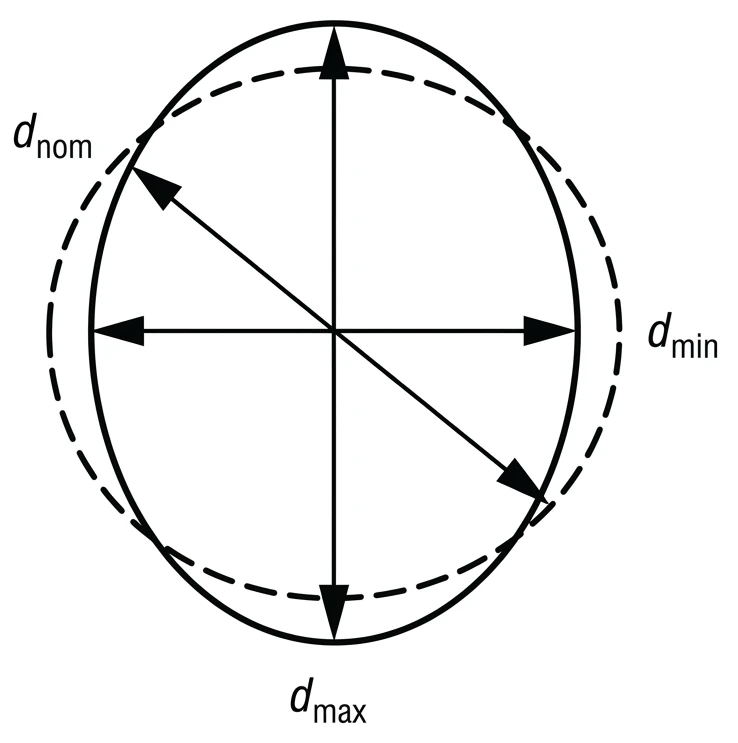
Рисунок А.1 — Оценка dmin и dmax и отношение к d
Параметр неокруглости U должен удовлетворять условию:
где:
- — Ur, max — максимально допустимое значение параметра неокруглости.
Рекомендуемые значения для каждого класса качества допуска изготовления приведены в Таблице А.1.
Таблица А.1 — Максимально допустимые значения параметра неокруглости Ur, max
| Класс качества изготовления | Описание | Диапазон диаметров (d), мм | ||
|---|---|---|---|---|
| d ≤ 500 | 500 < d < 1250 | 1250 ≤ d | ||
| Значение Ur, max a | ||||
| Класс A | Отличный | 0,14 | 0,007 + 0,0093 (1,25 - d) | 0,007 |
| Класс B | Высокий | 0,02 | 0,010 + 0,0133 (1,25 - d) | 0,01 |
| Класс C | Нормальный | 0,03 | 0,015 + 0,020 (1,25 - d) | 0,015 |
a Значения этого параметра могут быть изменены согласно национальным приложениям к стандартам проектирования. В случае сомнений следует обращаться к соответствующему Национальному приложению.
Дополнительные условия поставки
Любые специальные допуски, необходимые для забивки свай или монтажной сварки на объекте, являются факультативными. Они применяются только при условии их предварительного согласования между заказчиком и поставщиком во время оформления заказа.
A.3 Допуск на случайный эксцентриситет
Случайный эксцентриситет (непреднамеренный эксцентриситет из-за смещения стенок трубы в горизонтальных соединениях) оценивается при помощи параметра Ue, который определяется по формуле:
Где:
- — ea — случайный эксцентриситет между средними точками стенок трубы в соединении;
- — T — номинальная толщина стенки трубы.
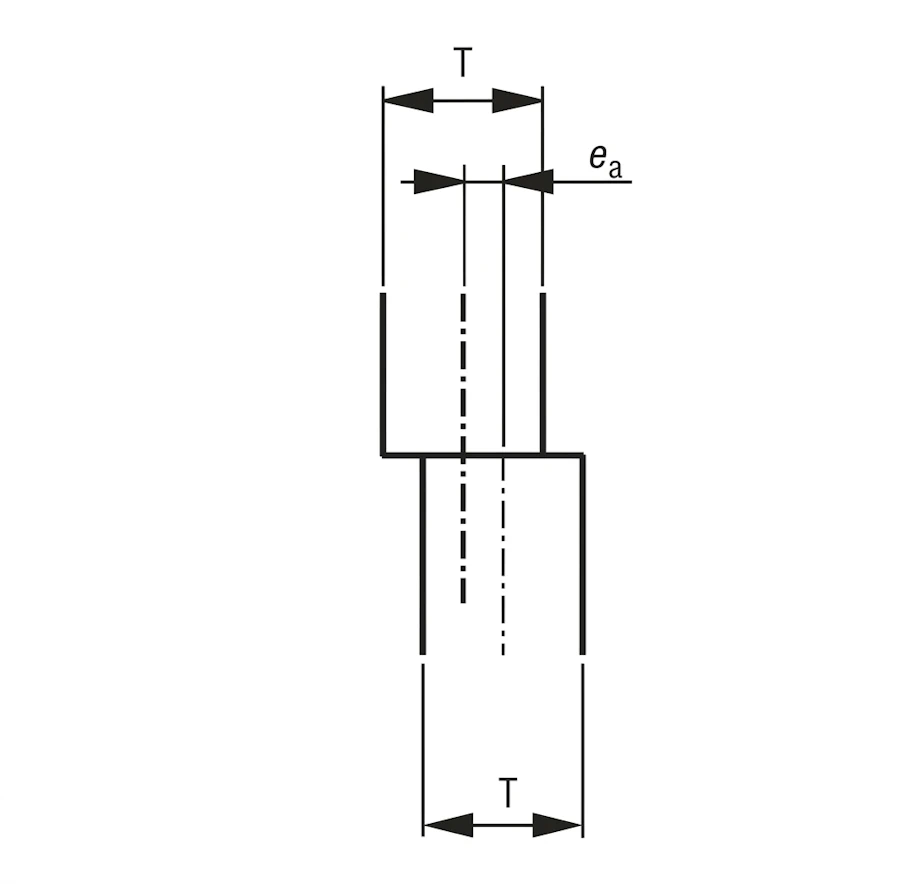
Рисунок А.2 — Измерение эксцентриситета стенки трубы (ea)
Случайный эксцентриситет ea и параметр Ue должны удовлетворять следующим условиям:
Рекомендуемые максимальные значения для каждого класса качества изготовления приведены в таблице ниже.
Таблица А.2 — Максимальные разрешенные значения для параметра случайного эксцентриситета Ue, max и эксцентриситета ea, max
| Класс качества изготовления | Описание | Ue, max a | ea, max a |
|---|---|---|---|
| Класс A | Отличный | 0,14 | 2 |
| Класс B | Высокий | 0,2 | 3 |
| Класс C | Нормальный | 0,3 | 4 |
Примечание: Размеры в мм.
a Значения этих параметров могут быть изменены согласно национальным приложениям к стандартам проектирования. В случае сомнений следует обращаться к соответствующему Национальному приложению.
A.4 Допуск на вмятины (локальные неровности)
Глубина начальных вмятин в стенке трубы w0 измеряется как в меридиональном (продольном), так и в кольцевом (окружном) направлениях при помощи измерительного шаблона длиной lg. Длина шаблона определяется следующим образом:
- а) В меридиональном и кольцевом направлениях: lg = 4 * √(r * T)
- б) Поперек сварных швов: lg = 25 * T, но не более 500 мм
Шаблон для меридиональных измерений должен быть прямым. Для измерений в кольцевом направлении используется шаблон с радиусом кривизны r, где:
Уровень начальных вмятин в стенке сваи оценивается при помощи параметра допуска Ud:
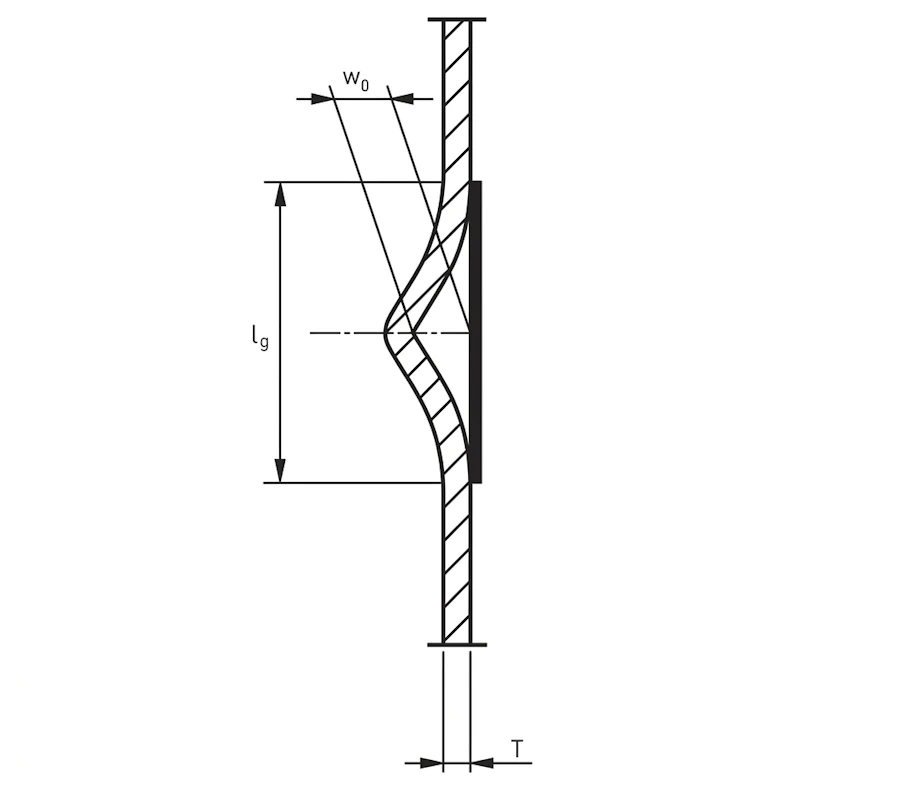
Рисунок А.3 — Измерение глубины вмятины (w0)
Параметр допуска на вмятины Ud должен удовлетворять следующему условию:
Рекомендуемые максимальные значения для каждого класса качества приведены в таблице ниже:
Таблица А.3 — Максимально допустимые значения для параметра допуска на вмятины Ud, max
| Класс качества изготовления | Описание | Ud, max a |
|---|---|---|
| Класс A | Отличный | 0,006 |
| Класс B | Высокий | 0,01 |
| Класс C | Нормальный | 0,016 |
ПРИМЕЧАНИЕ: размеры в мм. Для соединений, включающих трубы разной толщины, рекомендуется обращаться к соответствующему стандарту.
a Значения этого параметра могут быть изменены согласно национальным приложениям к стандарту.
Приложение Б (обязательное)
Формулы для расчета характеристик сечения
Б.1 Общие положения
В Таблицах C.1, C.2 и C.3 данного стандарта приведены номинальные характеристики сечения для ограниченного диапазона размеров холоднодеформированных полых профилей. Номинальные характеристики сечения профилей, поставляемых в соответствии с требованиями настоящего стандарта, должны рассчитываться по формулам, приведенным ниже.
ПРИМЕЧАНИЕ: Обозначение главной оси сечения (yy) и его второстепенной оси (zz) согласуются с обозначениями осей, используемыми для проектирования конструкций в структурных Еврокодах. Это является изменением по сравнению с предыдущими обозначениями осей.
Б.2 Круглые полые профили
Характеристики сечения для круглых полых профилей, приведенные в Таблице C.1, рассчитываются по формулам, представленным ниже.
Таблица Б.1 — Характеристики сечения круглых полых профилей
| Характеристика | Формула расчета | Единица |
|---|---|---|
| Площадь наружной поверхности (As) | (π × D) / 103 | м²/м |
| Площадь поперечного сечения (A) | π × (D2 - d2) / (4 × 102) | см² |
| Масса единицы длины (M) | 0,785 × A | кг/м |
| Момент инерции сечения (I) | π × (D4 - d4) / (64 × 104) | см⁴ |
| Радиус инерции (i) | √(I / A) | см |
| Упругий момент сопротивления (Wel) | (2 × I × 10) / D | см³ |
| Пластический момент сопротивления (Wpl) | (D3 - d3) / (6 × 103) | см³ |
Б.3 Прямоугольные и квадратные полые профили
Характеристики для прямоугольных и квадратных профилей (Таблицы C.2 и C.3) рассчитываются по методике EN 10219-2:
Таблица Б.2 — Характеристики прямоугольных и квадратных полых профилей
| Параметр / Характеристика | Формула расчета | Единица |
|---|---|---|
| Геометрия и площади | ||
| Наружный радиус (ro) | 2.0T (T≤6) | 2.5T (6<T≤10) | 3.0T (T>10) | мм |
| Площадь поверхности (As) | As = (2/103) × (H + B - 4ro + πro) | м²/м |
| Площадь сечения (A) | A = [2T(H+B-2T)-(4-π)(ro2-ri2)] / 102 | см² |
| Механика и торсия | ||
| Момент инерции (Iyy) | Iyy = [(BH3-(B-2T)(H-2T)3)/12 - 4(Ig+Aghg2) + 4(Iξ+Aξhξ2)] / 104 | см⁴ |
| Торсионная инерция (It) | It = [T3 × (h/3) + 2KAh] / 104 | см⁴ |
| Торсионный момент (Ct) | Ct = 10 × [It / (T + K/T)] | см³ |
Вспомогательные расчетные величины:
• Ig = 0.00359 × ro4
• Rc = (ro + ri) / 2
• Ah = (B-T)(H-T) - 0.8584 × Rc2
• K = 2AhT / h
* Характеристики сечения рассчитаны на основе номинальных размеров профиля с учетом радиусов закругления углов.