
K110 — это 12% ледебуритная хромистая сталь, соответствующая марке материала 1.2379 (или X153CrMoV12, D2). Эта инструментальная сталь сочетает в себе преимущества традиционных 12% ледебуритных хромистых сталей со свойствами современных инструментальных марок. В своей группе сталь BÖHLER K110 обеспечивает наилучшее сочетание износостойкости, прочности на сжатие и вязкости, благодаря чему она используется практически во всех операциях холодной обработки (холодной штамповки).
Сталь K110 обычно поставляется в отожженном состоянии с максимальной твердостью 250 HB.
Техническое описание стали K110 / 1.2379
Это основные технические характеристики и сферы применения высокохромистой, ледебуритной стали, известной под марками D2 или BÖHLER K110.
Процесс производства
Плавка: выплавлена в печи.
- Дополнительная информация: часто используется электрошлаковый переплав (ESR) для повышения чистоты и однородности.
Свойства
- Износостойкость: хорошая.
- Пояснение: высокое содержание углерода и ванадия способствует образованию твердых карбидов, обеспечивающих высокую стойкость к абразивному износу.
- Стабильность размеров: хорошая.
- Пояснение: сталь демонстрирует минимальные деформации при термической обработке, что критически важно для изготовления сложных и точных инструментов.
Сферы применения
Эта сталь является универсальной для инструментов и деталей, подверженных высокому износу:
- Штамповка и резка: вырубка, штамповка, мелкая вырубка, чеканка.
- Деформирование: вальцовка, холодное формование, накатка резьб.
- Промышленные ножи: промышленные ножи, машинные ножи (для производителей).
- Составные части: стандартные детали: формы, пластины, пуансоны, штифты.
- Специальные детали: шнеки и стволы, компоненты для перерабатывающей промышленности, изнашиваемые детали, валки.
- Прочее: общие компоненты для машиностроения, компоненты для подземного строительства (бурение, шахты).
- Порошковая металлургия: прессование порошков.
Химический состав
| Химический состав марки стали K110 | ||||||
| C | Cr | Mn | Mo | Si | V | Fe |
| 1,55 | 11,3 | 0,30 | 0,75 | 0,30 | 0,75 | Остальное |
Термическая обработка
| Термическая обработка стали K110 | ||
| Отжиг | ||
| Температура | 800 до 850 °C (1472 до 1562 °F) | Медленное контролируемое охлаждение в печи со скоростью от 10 до 20 °C/ч (18 до 36 °F/ч) до температуры примерно 600 °C (1112 °F). Дальнейшее охлаждение на воздухе. |
| Снятие напряжений | ||
| Температура | 650 до 700 °C (1202 до 1292 °F) | После полного прогрева выдержать в нейтральной атмосфере в течение 1–2 часов. Медленное охлаждение в печи. Целью является снятие напряжений, вызванных интенсивной механической обработкой или наличием сложных форм. |
| Закалка и отпуск | ||
| Температура | 1030 до 1070 °C (1886 до 1958 °F) | Закалка осуществляется в масле, соляной ванне (220–250 °C или 500–550 °C), газе, сжатом или спокойном воздухе; при этом инструменты сложной формы или с острыми кромками желательно закалять на воздухе; время выдержки после выравнивания температуры составляет 15–30 минут; после закалки необходимо провести отпуск до желаемой рабочей твердости согласно таблице отпуска. |
Таблица отпуска

Рекомендации к процессу:
- Размер образца: квадрат 20 мм (0,787 дюйма).
- Нагрев: медленный нагрев до температуры отпуска сразу после закалки.
- Время выдержки: 1 час на каждые 20 мм толщины, но не менее 2 часов.
- Твердость: рекомендуемые значения смотрите в таблице отпуска.
- Количество отпусков: рекомендуется не менее трех раз выше максимума вторичной твердости.
- Охлаждение: на воздухе до комнатной температуры после каждого этапа.
- Снятие напряжений: на 30 - 50 °C (86 - 122 °F) ниже самой высокой температуры отпуска.
- Зеленая зона: обозначает рекомендуемый диапазон температур на графике.
Кривые непрерывного охлаждения (CCT-диаграммы)

Условия испытаний:
- Температура аустенитизации: 1080 °C
- Время выдержки: 30 минут
- Твердость по Виккерсу
- 2...100: процентные доли фаз
- λ (0.40...59.8): параметр длительности охлаждения (800-500 °C)
- 1...2 К/мин: скорость охлаждения
Обозначение фаз:
Количественная фазовая диаграмма

Условные обозначения:
- HV10 — Твердость по Виккерсу
- Lk — Ледебуритные карбиды
- RA — Остаточный аустенит
- M — Мартенсит
- B — Бейнит
- P — Перлит
Режимы охлаждения:
- --- Охлаждение в масле
- - · - Охлаждение на воздухе
Расположение:
- 1 — Кромка или поверхность
- 2 — Сердцевина (центр)
Изотермические кривые превращения (TTT-диаграмма)

Параметры испытаний:
- Температура аустенитизации: 1020 °C
- Время выдержки: 30 минут
Условные обозначения фаз:
- A — Аустенит
- K — Карбид
- P — Перлит
- B — Бейнит
- M — Мартенсит
- Ms — Температура начала мартенситного превращения
Примечание: Эта диаграмма показывает время, необходимое для распада аустенита при постоянной температуре. Она является критически важной для выбора оптимальных режимов ступенчатой закалки стали K110 с целью минимизации внутренних напряжений и деформаций.
Прокаливаемость (Зависимость твердости от размера)

Параметры графика:
- Закалка с температуры: 1030 °C
- Охлаждающая среда:
- —— Масло: обеспечивает максимальную твердость даже при больших диаметрах.
- - - - Воздух: рекомендуется для сложных форм для минимизации деформаций.
- Твердость сердцевины: показатель HRC в самом центре заготовки после закалки.
Глубина прокаливаемости:
Врезка (нижний левый угол) показывает распределение твердости от поверхности к центру. Сталь K110 обладает отличной сквозной прокаливаемостью, что позволяет получать высокую твердость даже в массивных деталях.
Практическое значение: Эти данные позволяют технологу точно спрогнозировать финальную твердость инструмента в зависимости от его габаритов. Например, при охлаждении в масле изделие диаметром до 100 мм сохраняет максимальную твердость около 64 HRC по всему сечению.
Последовательность термической обработки
График демонстрирует полный цикл обработки стали K110: от снятия напряжений и ступенчатого подогрева до закалки с различными вариантами охлаждения и последующего многократного отпуска.
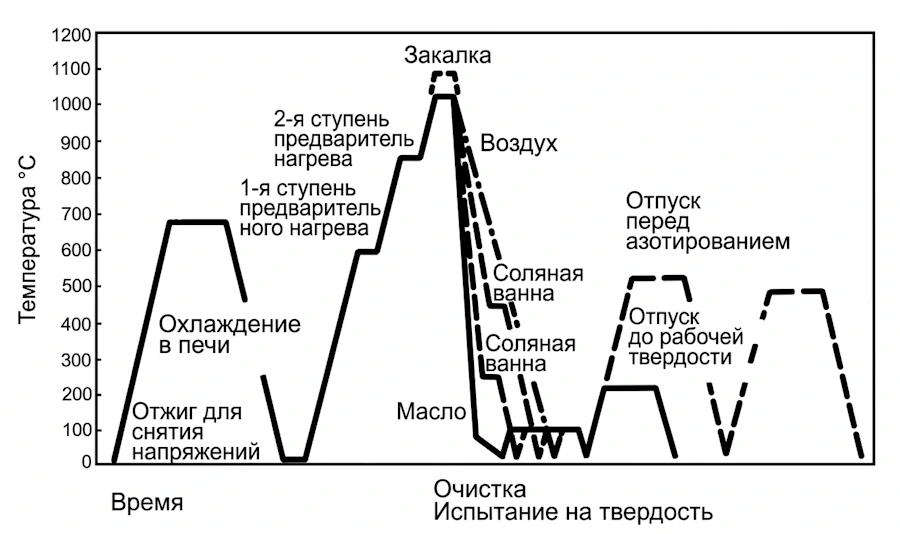
Диаграмма цикла: нагрев, выдержка и охлаждение
Физические свойства
Ниже приведены основные физические параметры стали K110 при температуре 20°C. Эти показатели являются критически важными для инженерных расчетов массы деталей и их поведения во время эксплуатации.
| Параметр | Значение (метрические единицы) |
|---|---|
| Плотность | 7,67 кг/дм³ |
| Теплопроводность | 23,9 Вт/(м·К) |
| Удельная теплоемкость | 0,47 кДж/(кг·К) |
| Удельное электрическое сопротивление | 0,65 Ом·мм²/м |
| Модуль упругости | 200 x 10³ Н/мм² |
Тепловое расширение
Параметры линейного расширения стали K110 в температурном диапазоне от 20°C до указанного предела. Это позволяет прогнозировать изменение размеров инструмента при нагреве во время работы.
| Температура (°C) | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
|---|---|---|---|---|---|---|---|
| Тепловое расширение (10⁻⁶ м/(м·К)) | 11,0 | 11,4 | 11,9 | 12,2 | 12,7 | 12,8 | 12,1 |
Сталь BÖHLER K110 (1.2379 / D2) является эталоном среди инструментальных сталей для холодной штамповки. Благодаря высокому содержанию хрома и углерода, она обеспечивает исключительную износостойкость и стабильность размеров, что делает её незаменимой для изготовления сложных вырубных штампов, ножей и пресс-форм. Отличная прокаливаемость и возможность точной настройки твердости через многоступенчатый отпуск позволяют использовать K110 в самых ответственных узлах промышленного оборудования, где требуется сочетание долговечности и надежности.