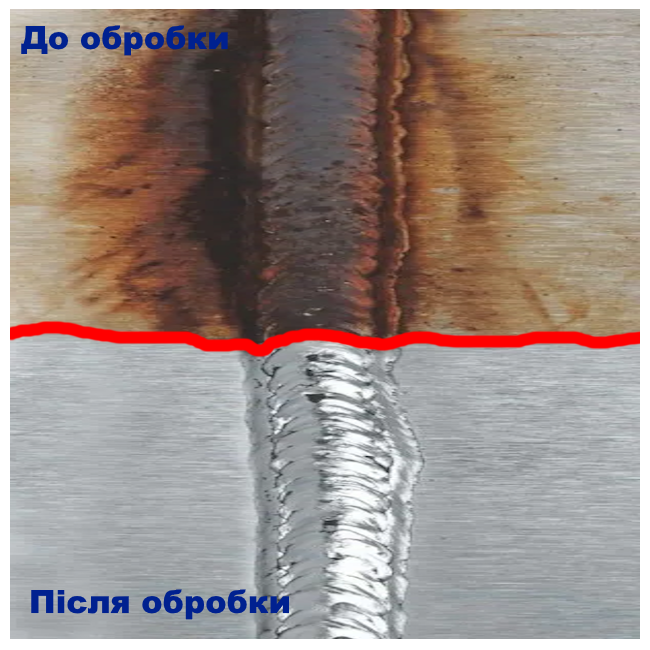
Обробка зварного шва нержавіючої сталі - це один з найважливіших етапів процесу виготовлення якісного виробу, деталі, конструкції з нержавіючої сталі. Обробку (очищення / пасивацію) - слід провести відразу після проведення зварювальних робіт.
Навіщо обробляти зварні шви на нержавіючій сталі ?
Всупереч поширеній думці, що нержавіюча сталь це матеріал який не піддається іржавінню, вона все ще може зазнавати корозії. Після того, як зварювальник закінчив процес зварювання нержавіючої сталі, зварні шви необхідно зачистити механічно та обробити хімічними речовинами, включаючи азотну кислоту та «травильну пасту», що містить плавикову кислоту. Цей процес очищення також відомий як «пасивація», призначений не тільки для поліпшення зовнішнього вигляду зварних швів, але і для запобігання корозії. Іншими словами, пасивація - це процес відновлення пошкодженого оксидного шару для запобігання корозії нержавіючої сталі.
Після завершення хімічної обробки поверхня нержавіючої сталі повинна мати захисний оксидний шар, який буде більш стійкий до окислення і менше схильний до корозії.
Окрім хімічної пасивації, існує також інший метод: електролітичне очищення зварних швів за допомогою спеціальної щітки TIG, що використовуються у зварювальній промисловості. Це простий, швидкий та ефективний спосіб отримати переваги пасивації без використання небезпечних та складних хімікатів.
Процес очищення / пасивація включає і забезпечує:
- Видаляє забруднення з поверхні зварного шва.
- Подовжує термін служби зварного шва та загальний термін служби конструкції, виробу.
- Утворює хімічну плівку, яка захищає від іржі та корозії.
- Зменшує потребу в будь-якому поточному обслуговуванні та ремонті.
Як пасивація впливає на корозійну стійкість ?
Нержавіюча сталь складається із заліза, хрому та нікелю. Хром - це компонент нержавіючої сталі, який надає їй стійкості до корозії. Коли хром піддається дії кисню, на поверхні нержавіючої сталі утворюється тонкий шар оксиду хрому, який захищає залізо від іржавіння.
Без пасивації забруднення навколишнього середовища (наприклад, хлориди) можуть вступити в реакцію з вільним залізом на поверхні металу та запустити процес корозії, яки пошириться на конструкцію / деталь через зварний шов. Пасивація нержавійки проводиться для уповільнення чи усунення цього процесу двома способами. По-перше, вона видаляє вільне залізо з поверхні нержавіючої сталі, тим самим видаляючи матеріал, найбільш схильний до процесу корозії. По-друге, вона посилює та прискорює окислення хрому з утворенням інертного шару, який потім захищає основний компонент від забруднень навколишнього середовища.
Коли потрібно проводити пасивацію ?
Після завершення шліфування, полірування, зварювання, різання та будь-яких інших операцій обробки можна починати процеси пасивації. Нержавіюча сталь сама по собі стійка до корозії та іржі, але кілька різних процесів можуть вводити забруднення, які перешкоджатимуть утворенню захисного оксидного шару під час процесу виготовлення конструкції.
Фактори, які можуть перешкоджати утворенню оксидної плівки на поверхні нержавіючого, включають:
- Сторонні матеріали, такі як бруд, пил, масла, стружка та матеріал покриття.
- Різні сульфіди, додані до нержавіючої сталі, щоб зробити її більш зручною для машин.
- Частинки заліза вбудовуються в нержавіючу сталь під час процесу зварювання, різання з лез, дисків та інших ріжучих інструментів.
Якщо готові вироби мають бути пофарбовані або покриті порошковою фарбою, пасивацію можна не проводити.
Хто винайшов пасивацію ?
У 1800-х роках хімік Крістіан Фрідріх Шенбейн виявив вплив пасивації на метал. Він занурив залізо в концентровану азотну кислоту і порівняв його із залізом, яке не було оброблено в розчині азотної кислоти. Залізо, яке було занурено в азотну кислоту, майже не було хімічно активним порівняно з залізом, яке не було оброблено.
Чи потрібно видаляти зміну кольору при нагріванні в зоні термічного впливу зварних швів із нержавіючої сталі ?
Щоб дати відповідь на це запитання спочатку треба зрозуміти що таке тепловий відтінок.
Теплове тонування (тепловий відтінок) - це потовщення природного оксидного шару на поверхні металу. Утворені кольори подібні до «темперованих кольорів» і є результатом ефектів «інтерференції світла». Це відбувається через різницю в «довжині оптичного шляху» між світлом, відбитим від поверхні оксидної плівки, і світлом, відбитим від «кордону» оксид / метал, що призводить до діапазону кольорів, який залежить від товщини оксидного шару.
Коли слід видаляти термотонування ?
Якщо передбачуване застосування залежить від стійкості нержавіючої сталі до нагрівання або окислення, то видалення термічного відтінку не має значення, оскільки в залежності від температури експлуатації окисне фарбування у будь-якому випадку виникатиме під час експлуатації та зливатиметься з будь-яким локальним фарбуванням зварного шва.
Оскільки на нержавіючих сталях утворюються кольори, забарвлені під час нагрівання, хром витягується з-під поверхні металу, утворюючи поверхневий шар оксиду, багатого на хром. В результаті метал залишається трохи нижче поверхні з нижчим рівнем хрому.
У тих випадках, коли застосування пов'язане з «водною», тобто з низькою температурою середовища, небезпечного для корозії, локальне зниження вмісту хрому під поверхнею може вплинути на корозійну стійкість нержавіючої сталі.
І хоча деякі наукові джерела стверджують, що видалення термічного відтінку не завжди необхідно, життєво важливо видалити термічний відтінок зварного шва, щоб після зварювання відновилася повна корозійна стійкість готового виробу. Це допоможе уникнути непотрібних проблем з корозією у місцях зварних швів під час експлуатації вашого виробу.
Для досягнення оптимальних корозійних характеристик зварних з'єднань з нержавіючої сталі, щілини, забруднення і принаймні всі відтінки нагріву зварного шва, більш глибокі, ніж блідо-жовтий, повинні бути видалені механічною зачисткою з подальшим кислотним травленням з'єднання.
Якщо ви бачите зміну кольору на поверхні нержавіючого металу через нагрів, відтінок обов'язково необхідно видалити при використанні конструкції з питною водою. Використовуйте видалення кольорів як хорошу практику очищення після зварювання будь-яких зварних з'єднань з нержавіючої сталі.
Як видалити тепловий відтінок ?
 Видалення термічного відтінку з виробів з нержавіючої сталі можна провести за допомогою використання спеціальних паст або гелів для нанесення пензлем, розпиленням або зануренням в кислотне травлення чи електролітичним методом.
Видалення термічного відтінку з виробів з нержавіючої сталі можна провести за допомогою використання спеціальних паст або гелів для нанесення пензлем, розпиленням або зануренням в кислотне травлення чи електролітичним методом.
Азотна кислота, яка використовується при такій обробці, також залишає поверхню сталі в пасивному стані.
Може знадобитися поєднання методів обробки, особливо тому, що обробка азотною кислотою не може забезпечити видалення достатньої кількості металу з поверхні. Це може включати механічну обробку (шліфування, полірування або абразивну обробку) з подальшим очищенням азотною кислотою (пасивацією).
Дуже важливо дотримуватись інструкцій постачальника препарату, оскільки надмірний час контакту нержавіючої сталі відповідної марки з продуктами, що містять плавикову кислоту, може призвести до точкового пошкодження нержавіючої сталі.
Там, де потрібна якісніша обробка поверхні, або для покращення естетичного зовнішнього вигляду виробу чи для подальшої оптимізації корозійної стійкості, можна використовувати остаточне електрополірування.
Ці методи і способи обробки значно покращать загальний і товарний вигляд вашого готового продукту.
Не менш, а можливо, і більш важливо враховувати внутрішні поверхні зварних швів виробів. Хоча ці зони можуть бути поза увагою, вони призначені для прямого контакту з робочим середовищем, для якого була обрана нержавіюча сталь. Незважаючи на те, що, можливо, використовувалися системи зварювального газу, видалення теплового відтінку після зварювання в цих областях, можливо, більш важливо, ніж на зовнішніх поверхнях.
Методи та способи очищення і пасивації зварних швів
Існує декілька методів та способів очищення та повторної пасивації зварних швів з нержавіючої сталі. Залежно від розміру, структури та типу вашого зварного шва, а також багатьох інших факторів, пов’язаних із виробництвом, кожен метод має свої переваги та недоліки.
Травильна паста
Хімічне травлення є широко використовуваним і дешевим способом видалення оксидів зі зварних швів. Паста для травлення та пасивації - це в’язка рідина (гель), яка наноситься на зварний шов і змивається приблизно через 30 - 60 хвилин.  Ділянки на металі, де колись була нанесена паста, зберігають непривабливий матовий вигляд. Професіонали часто полірують ці ділянки спеціальними дисками, що забирає чимало часу.
Ділянки на металі, де колись була нанесена паста, зберігають непривабливий матовий вигляд. Професіонали часто полірують ці ділянки спеціальними дисками, що забирає чимало часу.
Незважаючи на те, що травильна паста все ще широко використовується для процесу пасивації швів на нержавіючому металі, є сучасні та більш безпечніші альтернативи, такі як електрохімічне очищення зварних швів. Воно безпечніше як для здоров’я людини, так і для навколишнього середовища.
До переваг такого способу пасивації можна віднести відносно низьку вартість.
До недоліків відносять:
- надзвичайно небезпечний вплив для людини. Роботу слід проводити користуючись засобами захисту: респіратор, гумові рукавички, захисні окуляри
- шкідливий вплив на навколишнє середовище
- після промивання матеріалу стічні води необхідно збирати і утилізовувати окремо, не допускаючи потрапляння в загальну каналізацію
- у деяких країнах на проведення таких робіт потрібен спеціальний дозвіл
Незважаючи на плюси і мінуси такої обробки зварних швів - кінцевим результатом є стійкий до корозії та іржі зварний шов.
Механічне шліфування / полірування
 Механічне шліфування - це дешевий і відносно швидкий спосіб видалення оксидів зі зварних швів нержавіючої сталі за допомогою електроінструментів, таких як кутові шліфувальні машини.
Механічне шліфування - це дешевий і відносно швидкий спосіб видалення оксидів зі зварних швів нержавіючої сталі за допомогою електроінструментів, таких як кутові шліфувальні машини.
За своєю суттю шліфування - це вплив абразивних матеріалів на металеву поверхню. Як правило, спочатку шов обробляють грубим зерном абразиву, потім до 400 або 600 мкм. А потім, в залежності від того, яку якість поверхні потрібно отримати - менш зернистими матеріалами 600 і вище. В основному використовуються або шліфувальні круги, або стрічки. Процес здійснюється в основному за допомогою ручного інструменту: прямих шліфувальних машин або кутових (болгарок). Особливо важкодоступні шви обробляють вручну.
Однак шліфування руйнує пасивний шар на сталевій поверхні, роблячи її менш стійкою до корозії, особливо на відкритому повітрі. Шар може або не може знову з’явитися через кілька днів після "лікування".
Поверхня після шліфування також залишається нерівною (хвилястою), що погіршує зовнішній вигляд сталі.
У деяких випадках потрібна полірована (полірування нержавійки після зварювання) або матова поверхня, включаючи зварний шов. Однак для цього процесу потрібне спеціальне полірувальне обладнання та висококваліфікований персонал.
- Плюси: дешево і відносно швидко
- Мінуси: не стійкий до корозії шов
Травлення зануренням і розпиленням
 Травлення зануренням і пасивація включають занурення цілого виробу чи окремої деталі (звідси і назва) у ванну з травильною рідиною. Вироби отримають гарну рівномірну протравлену поверхню як з внутрішньої, так і з зовнішньої сторони. Оскільки предмети повністю занурені, цей метод дуже ефективний для нержавіючих труб і заготовок із вузькими ділянками та кутами, до яких важко дістатися вручну.
Травлення зануренням і пасивація включають занурення цілого виробу чи окремої деталі (звідси і назва) у ванну з травильною рідиною. Вироби отримають гарну рівномірну протравлену поверхню як з внутрішньої, так і з зовнішньої сторони. Оскільки предмети повністю занурені, цей метод дуже ефективний для нержавіючих труб і заготовок із вузькими ділянками та кутами, до яких важко дістатися вручну.
Побудувати власну установку для травлення та пасивації дорого, тому досить часто треба платити субпідрядникам за роботу. Недоліки цього підходу в основному пов’язані з транспортними витратами та збільшеними термінами виконання, що значною мірою сприяє неефективності робочого процесу.
Зазвичай травильні установки занурення також пропонують травлення розпиленням і пасивацію. Травлення розпиленням корисне для дуже великих предметів, оскільки рідина для травлення розпилюється на поверхню та змивається, як правило, через 30 - 60 хвилин. Травлення розпиленням повинно виконуватися професіоналами, які збирають і утилізують кислоти та стічні води.
Травлення розпиленням часто використовується, якщо предмет завеликий для травлення зануренням, і його також можна виконати за допомогою мобільного травильного заводу, де професіонал протравить продукт розпиленням на місці, якщо його занадто складно перемістити.
Плюси:
- Рівномірний вигляд по всій поверхні виробу, конструкції
- Дуже висока стійкість до корозії як всій поверхні так і в зоні зварних швів
- Велика економія часу якщо предметів для протравлення багато і вони дрібні
Мінуси:
- При використанні субпідрядної послуги травлення можуть бути занадто тривалі терміни виконання та додаткові транспортні витрати
- При використанні власної травильної установки - дорога утилізація відходів і ризик для здоров’я та безпеки персоналу, працівників
Склоструминне очищення
Склоструминне очищення використовується як для дрібних, так і для великих предметів і полягає в очищенні поверхні тисячами скляних частинок за допомогою стисненого повітря.
 Суть методу, як і при традиційній піскоструминній обробці, полягає в бомбардуванні поверхні виробу повітряною сумішшю частинок певного діаметру і фізичних властивостей. В скляних мікрокульках зосереджена ідеальна комбінація фізичних і хімічних властивостей, яким не відповідає жоден інший абразивний матеріал. Скляні кульки виготовлені з високоякісного загартованого натрієвого скла і не містять свинцю. Вони хімічно інертні, не проникають всередину поверхні, не змінюють і не забруднюють оброблювану поверхню заготовки. Спеціальний склад і пружність роблять ці кульки дуже твердими, стійкими до ударів і, таким чином, мало зношуються.
Суть методу, як і при традиційній піскоструминній обробці, полягає в бомбардуванні поверхні виробу повітряною сумішшю частинок певного діаметру і фізичних властивостей. В скляних мікрокульках зосереджена ідеальна комбінація фізичних і хімічних властивостей, яким не відповідає жоден інший абразивний матеріал. Скляні кульки виготовлені з високоякісного загартованого натрієвого скла і не містять свинцю. Вони хімічно інертні, не проникають всередину поверхні, не змінюють і не забруднюють оброблювану поверхню заготовки. Спеціальний склад і пружність роблять ці кульки дуже твердими, стійкими до ударів і, таким чином, мало зношуються.
Цей метод повністю не містить хімікатів та забезпечує рівномірний матовий результат. Однак виріб деякий час не буде стійким до корозії - до відновлення пасивного шару.
Існує також ризик перехресного забруднення частинками заліза, що може спричинити серйозні проблеми з корозією.
Плюси:
- Відсутність небезпечних та шкідливих хімічних речовин
Мінуси:
- Низька корозійна стійкість після обробки
- Існує ризик попадання частинок металу на поверхню виробу
- Повільний і досить дорогий процес
Електрохімічне очищення зварних швів
Електрохімічне очищення зварних швів - це процес, що використовується в промисловості для видалення забруднень після зварювання, таких як тепловий відтінок, зміна кольору і поверхнева іржа, за допомогою електричного струму і електролітичних рідин.
Електрохімічне очищення та пасивація зварних швів є високоефективним способом видалення оксидів зі зварних швів нержавіючої сталі.
Фосфорна кислота нетоксична, її можна знайти в газованих напоях і звичайних побутових засобах для миття. Вона не така шкідлива як травильна паста.
Цей метод поєднує кислоти на основі фосфору та електрику в процесі, що призводить до миттєвого очищення та пасивації.
Немає необхідності очищати поверхню водою, що значно спрощує ваш процес - ви уникнете всіх клопотів із утилізацією стічних вод. Поверхня просто обробляється нейтралізувальною рідиною та висушується промисловим папером.
Електрохімічна пасивація є екологічно чистим процесом, який за звичайних обставин не завдає шкоди вашому тілу чи навколишньому середовищу.
Завдяки цьому, а також портативному та легкому обладнанню, електрохімічне очищення зварювальних швів нержавіючих сталей можна проводити практично будь-де. Але, звичайно, рекомендується використовувати елементарні заходи безпеки (системи витяжки, обладнання для свіжого повітря), якщо ви працюєте в приміщенні протягом тривалого часу.
Одним із найбільш поширених застосувань електролітичного очищення зварних швів є запобігання корозії зварних з'єднань нержавіючої сталі, а також видалення знебарвлення та теплового відтінку.
Плюси:
- Ефективно і швидко
- Без небезпечних речовин
- Обладнання на місці. Замість того, щоб транспортувати нещодавно завершену роботу на інше місце для чищення чи полірування, щітка дозволяє проводити процес у приміщенні для негайного результату з низьким ризиком.
- Більша гнучкість - портативний аспект налаштування щітки забезпечує більшу гнучкість незалежно від того, коли та де вона використовується. Існують більші варіанти електролітичного очищення зварних швів, але вони вимагають великих ванн із сильним струмом і особливо непридатні для використання в полі або на місці.
- Одноетапний процес - при використанні пасти для травлення необхідний окремий процес пасивації після завершення травлення. Однак у щітковій системі пасивація відбувається негайно - другий крок не потрібен. Третій етап обробки також не потрібен, щоб видалити сліди травлення від пасти для травлення або подряпини від механічного очищення.
- Обробка поверхні - коли ви занурюєте частини або компоненти у ванну, у вас немає іншого вибору, окрім як обробити весь компонент. За допомогою щітки ви можете вибрати, які ділянки металу ви хочете обробити, забезпечуючи більш точну та цілеспрямовану обробку.
- Доступність - початкові та поточні витрати на ручне електролітичне очищення зварювання мінімальні. Однак великі ванни вимагають великих початкових інвестицій або в саме обладнання, або в витрати на установку, що є нерентабельним для багатьох малих і середніх підприємств.
Мінуси:
- Обробляється зазвичай тільки зварний шов виробу
Електролітно-плазмове очищення нержавіючої сталі (електроплазмове полірування)
Метод електролітно-плазмового полірування (також відомий як метод електроімпульсного або електролітно-розрядного полірування) заснований на плазмових та електрохімічних процесах, що виникають у тонкій парогазовій оболонці біля поверхні зануреного в розчин металевого електрода під дією високої напруги.
В результаті електролітно-плазмової обробки з поверхні нержавіючого металу видаляється кілька мікрометрів найбагатшого сторонніми включеннями та загазованого шару металу, з'являється дзеркальний блиск, зникає спрямована анізотропія, набута в процесі механічної обробки чи зварювання, досягається висока адгезія покриття до основного металу.
Цей метод можна розглядати як підтип електрохімічного очищення але зі своїми особливостями, перевагами та недоліками.
Лазерне очищення зварного шва нержавіючої сталі
Лазерне очищення використовує безконтактні методи для видалення зварювальної окалини та / або корозії, а також плям на нержавіючій сталі, металевої сажі та кольорових мастил.
Вирішуючи, який метод, спосіб і засіб травлення вибрати для нержавіючої сталі, ви повинні в першу чергу визначитися чи травити всю поверхню виробу або тільки зварний шов. Також враховуйте вартість та безпеку для себе, своїх працівників та навколишнього середовища.