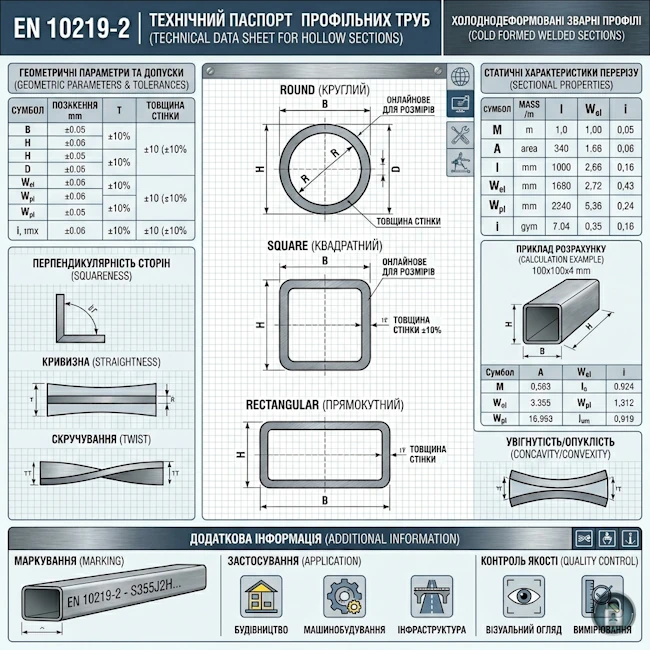
При виборі нержавіючої профільної труби для навантажених конструкцій ключовим фактором є не лише марка сталі, а й точність її виготовлення. Стандарт EN 10219-2 — це європейський технічний регламент, який встановлює суворі вимоги до допусків, розмірів та статичних характеристик профілів.
Стандарт EN 10219-2: геометрія та точність
Використання труб, що відповідають цьому стандарту, гарантує:
Сфера застосування та технічні межі
Стандарт EN 10219-2 встановлює граничні відхилення для холоднодеформованих зварних профілів круглого, квадратного та прямокутного перерізу із товщиною стінки до 40 мм. Технічні норми охоплюють наступні діапазони:
Символи та визначення
Таблиця 1 — Символи та визначення згідно з EN 10219-2
| Символ | Одиниця | Визначення |
|---|---|---|
| A | см² | Площа поперечного перерізу. |
| As | м²/м | Площа зовнішньої поверхні на метр довжини. |
| B | мм | Заданий розмір сторони квадратного порожнистого профілю. Заданий розмір меншої сторони прямокутного порожнистого профілю. |
| C1 / C2 | мм | Довжина кутової ділянки квадратного або прямокутного порожнистого профілю. |
| Ct | см³ | Константа моменту опору при крученні. |
| D | мм | Заданий зовнішній діаметр круглого порожнистого профілю. |
| Dmax / Dmin | мм | Максимальний та мінімальний зовнішній діаметр круглого порожнистого профілю, виміряний в одній площині. |
| e | мм | Відхилення від прямолінійності. |
| H | мм | Заданий розмір більшої сторони прямокутного порожнистого профілю. |
| I | см⁴ | Другий момент інерції (момент інерції перерізу). |
| It | см⁴ | Константа інерції при крученні (полярний момент інерції тільки у випадку круглих порожнистих профілів). |
| i | см | Радіус інерції. |
| L | мм | Довжина. |
| M | кг/м | Маса на одиницю довжини. |
| O | % | Овальність (відхилення від округлості). |
| R | мм | Радіус зовнішнього кута квадратного або прямокутного порожнистого профілю. |
| T | мм | Задана товщина стінки. |
| V | мм | Загальне виміряне скручування. |
| V1 | мм | Скручування, виміряне на одному кінці секції. |
| Wel | см³ | Пружний момент опору перерізу. |
| Wpl | см³ | Пластичний момент опору перерізу. |
| x1 | мм | Увігнутість сторони квадратного або прямокутного порожнистого профілю. |
| x2 | мм | Опуклість сторони квадратного або прямокутного порожнистого профілю. |
| yy | — | Вісь поперечного перерізу, головна вісь прямокутного порожнистого профілю. |
| zz | — | Вісь поперечного перерізу, мала вісь прямокутного порожнистого профілю. |
| θ | ° | Кут між суміжними сторонами квадратного або прямокутного порожнистого профілю. |
Інформація, яку має отримати виробник
Наступна обов'язкова інформація згідно з цією частиною EN 10219 повинна бути надана виробнику під час запиту та замовлення:
- Тип довжини, діапазон довжин або конкретна довжина (див. Таблицю 4 стандарту);
- Розміри (згідно з розділом 8 стандарту).
Примітка: Ця інформація доповнює вимоги стандарту EN 10219-1.
Граничні відхилення розмірів, форми та маси
Загальні положення: Відхилення від розмірів та форми не повинні перевищувати значень, наведених у Таблиці 2 (форма та маса), Таблиці 3 (профілі зовнішніх кутів), Таблиці 4 (довжина) та Таблиці 5 (висота зварного шва для труб S.A.W.).
Внутрішні кути: Внутрішні кути квадратних та прямокутних профілів повинні бути закругленими. Примітка: конкретний радіус або профіль внутрішнього кута не регламентується.
Додаткові допуски: Для труб діаметром D ≥ 900 мм або з відношенням D/T ≥ 50 можуть бути узгоджені додаткові допуски на овальність, випадковий ексцентриситет та вм’ятини.
Таблиця 2 — Допуски на форму та масу згідно з EN 10219-2
| Характеристика | Круглі порожнисті профілі | Квадратні та прямокутні порожнисті профілі | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Зовнішні розміри (D, B, H) | ± 1% з мінімумом ± 0,5 мм та максимумом ± 10 мм |
| ||||||||
| Товщина стінки (T) | Для D ≤ 406,4 мм: - T ≤ 5 мм: ± 10% - T > 5 мм: ± 0,5 мм Для D > 406,4 мм: - ± 10% з максимумом ± 2 мм | T ≤ 5 мм: ± 10% T > 5 мм: ± 0,5 мм | ||||||||
| Овальність (O) | 2% для порожнистих профілів з відношенням діаметра до товщини не більше 100a | — | ||||||||
| Увігнутість / Опуклість (x₁, x₂)b | — | Макс. 0,8% з мінімумом 0,5 мм | ||||||||
| Перпендикулярність сторін (θ) | — | 90° ± 1° | ||||||||
| Зовнішній профіль кута (C₁, C₂ або R) | — | Див. Таблицю 3 | ||||||||
| Скручування (V) | — | 2 мм плюс 0,5 мм/м довжини | ||||||||
| Прямолінійність (e) | 0,20% від загальної довжини та 3 мм на будь-якій ділянці довжиною 1 м | 0,15% від загальної довжини та 3 мм на будь-якій ділянці довжиною 1 м | ||||||||
| Маса на одиницю довжини (M) | ± 6% на окремих відрізках, що постачаються | |||||||||
Таблиця 3 — Допуски на зовнішній профіль кута (EN 10219-2)
| Товщина стінки, T (мм) | Зовнішній профіль кута, C₁, C₂ або Ra (мм) |
|---|---|
| T ≤ 6 | 1,6T до 2,4T |
| 6 < T ≤ 10 | 2,0T до 3,0T |
| 10 < T | 2,4T до 3,6T |
Таблиця 4 — Допуски на довжину, що постачається виробником
| Тип довжиниa | Діапазон довжини або довжина L (мм) | Допуск |
|---|---|---|
| Невизначена довжина | 4 000 ≤ L ≤ 16 000 з діапазоном 2 000 на позицію замовлення | 10% від поставлених профілів можуть бути нижче мінімуму замовленого діапазону, але не коротше ніж 75% від мінімальної довжини діапазону |
| Приблизна довжина | ≥ 4 000 | ± 50 мм |
| Точна довжинаb | < 6 000 | +5 0 мм |
| 6 000 ≤ L ≤ 10 000 | +15 0 мм | |
| L > 10 000 | +5 0 мм + 1 мм/м |
Таблиця 5 — Допуск на висоту внутрішнього та зовнішнього зварного шва
| Товщина, T (мм) | Максимальна висота зварного шва (мм) |
|---|---|
| ≤ 14,2 | 3,5 |
| > 14,2 | 4,8 |
Вимірювання розмірів та форми
Загальні положення
Усі зовнішні розміри, включаючи овальність (відхилення від округлості), повинні вимірюватися на відстані від кінця порожнистого профілю не менше ніж D для круглих перерізів, B для квадратних перерізів або H для прямокутних перерізів, але в будь-якому разі не менше ніж 100 мм.
Зовнішні розміри
Для круглих порожнистих профілів діаметр (D) вимірюється або безпосередньо (наприклад, за допомогою штангенциркуля), або за допомогою вимірювальної стрічки по колу за вибором виробника.
Граничні положення поперечного перерізу для вимірювання B та H для квадратних і прямокутних порожнистих профілів показані на Рисунку 1.
Товщина стінки
Товщина стінки (T) повинна вимірюватися в положенні не менше ніж 2T від зварного шва.
Граничні положення поперечного перерізу для вимірювання товщини квадратних і прямокутних порожнистих профілів показані на Рисунку 1.

Рисунок 2 — Вимірювання увігнутості та опуклості квадратних або прямокутних профілів
Овальність (відхилення від округлості)
Овальність (O) круглого порожнистого профілю повинна обчислюватися за наступною формулою (для пальових труб див. Додаток А):
Увігнутість та опуклість
Увігнутість (x1) або опуклість (x2) сторін квадратного або прямокутного порожнистого профілю повинна вимірюватися, як показано на Рисунку 2.
Відсоткове значення увігнутості або опуклості обчислюється наступним чином:
(x1 / H) × 100%; (x2 / H) × 100%
де B та H — розміри сторін, що містять увігнутість x1 або опуклість x2.

Схема загальних відхилень геометрії перерізу

Схема вимірювання відхилень x₁ та x₂
Перпендикулярність сторін
Відхилення від перпендикулярності сторін квадратного або прямокутного порожнистого профілю повинно вимірюватися як різниця між 90° та кутом θ, як показано на Рисунку 3.
«Відхилення від перпендикулярності сторін квадратного або прямокутного порожнистого профілю повинно вимірюватися як різниця між 90° та кутом θ, як показано на рисунку 3.»

Рисунок 3 — Вимірювання кута θ
Зовнішній профіль кута
Зовнішній профіль кута вимірюється одним із двох способів на розсуд виробника: за допомогою радіусоміра або шляхом вимірювання відстаней C₁ та C₂.
«Повинна вимірюватися відстань між точкою перетину плоскої сторони та дуги кута і точкою перетину проєкцій плоских сторін на куті (C₁ та C₂ на Рисунку 4).»

Рисунок 4 — Зовнішній профіль кута
Скручування
Скручування профілю визначається шляхом вимірювання відхилення одного з кутів від горизонтальної площини, коли протилежний кінець труби жорстко зафіксований на поверхні.
«На протилежному кінці порожнистого профілю повинна бути визначена різниця у висоті двох нижніх кутів від горизонтальної поверхні (див. Рисунок 5).»

Рисунок 5 — Скручування профілю
Метод вимірювання скручування
Для точного визначення показника скручування стандарт передбачає використання спиртового рівня та мікрометричного гвинта. Вимірювання проводиться на обох кінцях профілю.
«Скручування V — це різниця між значеннями V1, виміряними на кожному з кінців порожнистого профілю. Опорною довжиною для рівня має бути відстань між точками перетину плоских сторін і дуг кутів (див. Рисунок 6).»
Умовні позначення до Рисунка 6:
- 1 — Спиртовий рівень
- 2 — Відстань H для прямокутних або B для квадратних профілів
- V1 — Значення відхилення, виміряне мікрометром

Рисунок 6 — Вимірювання скручування
Прямолінійність
Відхилення від прямолінійності (e) на всій довжині профілю вимірюється в точці найбільшого відступу від прямої лінії, що з'єднує два його кінці.
Формула розрахунку відсоткового відхилення:
(e / L) × 100% де L — фактична довжина профілю
Локальне відхилення: крім загального показника, локальне відхилення (e1) від прямолінійності на будь-якому відрізку довжиною 1 метр (L1) не повинно перевищувати 3 мм.

Рисунок 7 — Вимірювання відхилення від прямолінійності
Розміри та характеристики поперечного перерізу
Номінальні характеристики поперечного перерізу порожнистих профілів, що відповідають вимогам стандарту EN 10219 та виготовлені з дотриманням встановлених допусків, розраховуються відповідно до Додатка B для цілей проектування будівельних конструкцій.
Стандартні значення характеристик для обмеженого діапазону розмірів холоднодеформованих профілів наведені в наступних таблицях:
Всі зазначені в таблицях характеристики перерізу розраховані за формулами, що містяться в Додатку B.
Примітка: не всі розміри та товщини стінок, зазначені в таблицях C.1, C.2 та C.3, доступні у кожного конкретного виробника. Користувачам рекомендується перевіряти наявність конкретних типорозмірів. Також в межах цього стандарту можуть бути доступні інші розміри та товщини.
Додаток А (інформаційний)
Спеціальні вимоги до труб, що використовуються як опорні палі
А.1 Загальні положення
Цей додаток містить рекомендації щодо додаткових допусків, які можуть застосовуватися до труб, коли вони використовуються як несучі палі або первинні елементи в комбінованих стінах. Ці вимоги загалом стосуються труб діаметром ≥ 900 мм та відношенням діаметра до товщини стінки D/T > 100.
Для перевірки трубчастих паль, що піддаються вигину оболонки, слід керуватися відповідними положеннями щодо проектування паль. Вигин оболонки частково визначається її геометричними недосконалостями, спричиненими неокруглістю, випадковим ексцентриситетом та заглибленнями (вм'ятинами). Межі для кожного з цих недоліків встановлюються виходячи з обраного класу якості виготовлення. Детальна інформація про те, як оцінювати неокруглість, випадковий ексцентриситет та заглиблення, а також рекомендовані максимально допустимі значення для кожного класу якості виготовлення, наведені в розділах A.2, A.3 та A.4.
ПРИМІТКА 1: Додаткову інформацію про класи якості виготовлення, їх значення для проектування, а також визначення символів можна знайти у відповідній нормативній документації.
ПРИМІТКА 2: Значення певних параметрів, наведені в таблицях A.1, A.2 та A.3, можуть бути змінені на національному рівні. Національно визначені параметри наводяться у відповідних національних додатках до стандартів проектування.
А.2 Допуск на відхилення від круглості
Відхилення від круглості трубчастої палі оцінюється за параметром U — різницею між максимальним і мінімальним значеннями виміряного внутрішнього діаметра відносно номінального внутрішнього діаметра (див. Рисунок A.1), що визначається за формулою:
Де:
- — dmax — максимальний виміряний внутрішній діаметр;
- — dmin — мінімальний виміряний внутрішній діаметр;
- — dnom — номінальний внутрішній діаметр (d = D - 2T, див. B.2).
Для визначення максимального та мінімального значень слід виміряти відповідну кількість діаметрів.
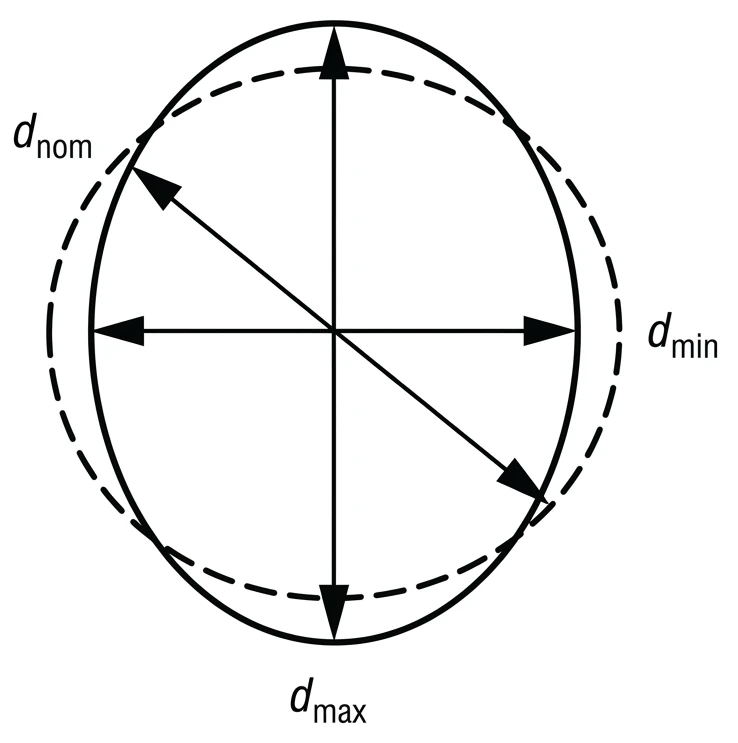
Рисунок А.1 — Оцінка dmin та dmax та відношення до d
Параметр неокруглості U повинен задовольняти умову:
де:
- — Ur, max — максимально допустиме значення параметра неокруглості.
Рекомендовані значення для кожного класу якості допуску виготовлення наведено в Таблиці А.1.
Таблиця А.1 — Максимально допустимі значення параметра неокруглості Ur, max
| Клас якості виготовлення | Опис | Діапазон діаметрів (d), мм | ||
|---|---|---|---|---|
| d ≤ 500 | 500 < d < 1250 | 1250 ≤ d | ||
| Значення Ur, max a | ||||
| Клас A | Відмінний | 0,14 | 0,007 + 0,0093 (1,25 - d) | 0,007 |
| Клас B | Високий | 0,02 | 0,010 + 0,0133 (1,25 - d) | 0,01 |
| Клас C | Нормальний | 0,03 | 0,015 + 0,020 (1,25 - d) | 0,015 |
a Значення цього параметра можуть бути змінені згідно з національними додатками до стандартів проектування. У разі сумнівів слід звертатися до відповідного Національного додатку.
Додаткові умови поставки
Будь-які спеціальні допуски, необхідні для забивання паль або монтажного зварювання на об'єкті, є факультативними. Вони застосовуються лише за умови їх попереднього узгодження між замовником та постачальником під час оформлення замовлення.
A.3 Допуск на випадковий ексцентриситет
Випадковий ексцентриситет (ненавмисний ексцентриситет через зміщення стінок труби в горизонтальних з'єднаннях) оцінюється за допомогою параметра Ue, який визначається за формулою:
Де:
- — ea — випадковий ексцентриситет між середніми точками стінок труби в з'єднанні;
- — T — номінальна товщина стінки труби.
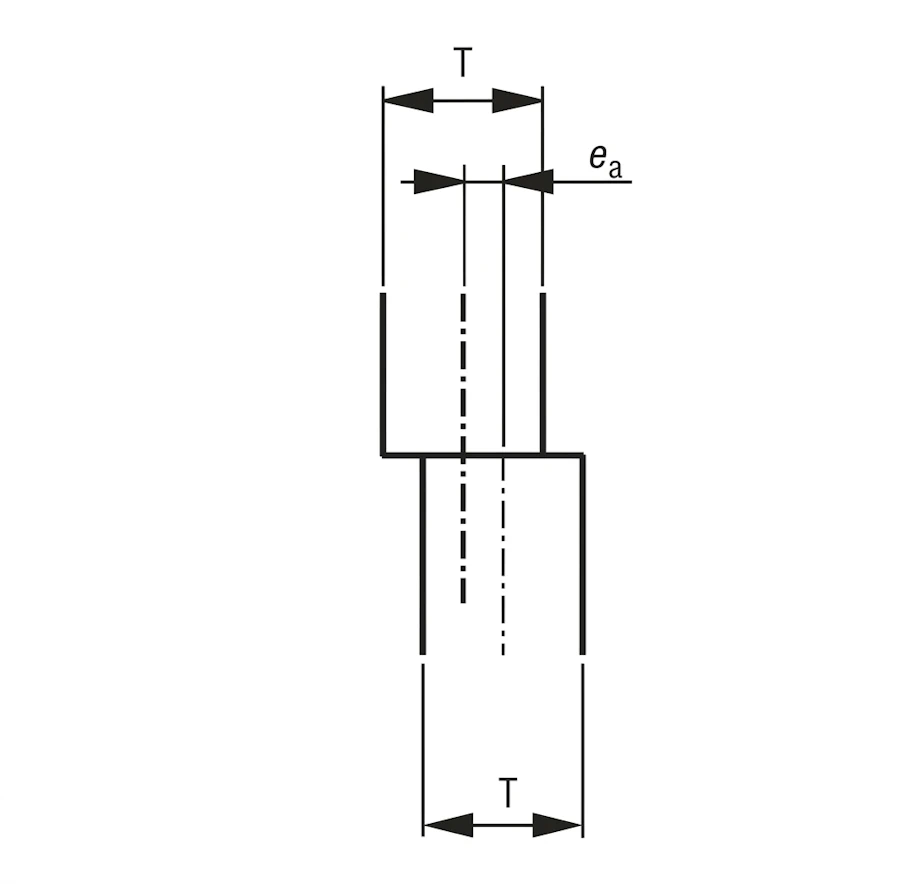
Рисунок А.2 — Вимірювання ексцентриситету стінки труби (ea)
Випадковий ексцентриситет ea та параметр Ue повинні задовольняти наступні умови:
Рекомендовані максимальні значення для кожного класу якості виготовлення наведені в таблиці нижче.
Таблиця А.2 — Максимальні дозволені значення для параметра випадкового ексцентриситету Ue, max та ексцентриситету ea, max
| Клас якості виготовлення | Опис | Ue, max a | ea, max a |
|---|---|---|---|
| Клас A | Відмінний | 0,14 | 2 |
| Клас B | Високий | 0,2 | 3 |
| Клас C | Нормальний | 0,3 | 4 |
Примітка: Розміри в мм.
a Значення цих параметрів можуть бути змінені згідно з національними додатками до стандартів проектування. У разі сумнівів слід звертатися до відповідного Національного додатку.
A.4 Допуск на вм'ятини (локальні нерівності)
Глибина початкових вм'ятин у стінці труби w0 вимірюється як у меридіональному (поздовжньому), так і в колісному (окружному) напрямках за допомогою вимірювального шаблону довжиною lg. Довжина шаблону визначається наступним чином:
- а) У меридіональному та колісному напрямках: lg = 4 * √(r * T)
- б) Поперек зварних швів: lg = 25 * T, але не більше 500 мм
Шаблон для меридіональних вимірювань повинен бути прямим. Для вимірювань у колісному напрямку використовується шаблон із радіусом кривизни r, де:
Рівень початкових вм'ятин у стінці палі оцінюється за допомогою параметра допуску Ud:
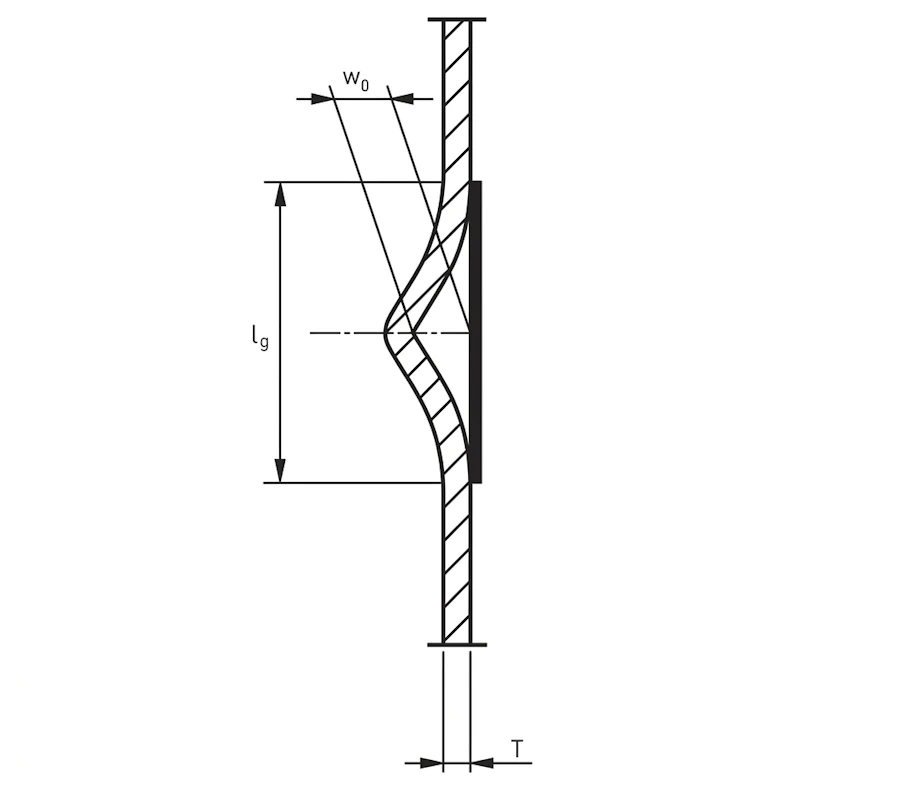
Рисунок А.3 — Вимірювання глибини вм'ятини (w0)
Параметр допуску на вм'ятини Ud повинен задовольняти наступну умову:
Рекомендовані максимальні значення для кожного класу якості наведені в таблиці нижче:
Таблиця А.3 — Максимально допустимі значення для параметра допуску на вм'ятини Ud, max
| Клас якості виготовлення | Опис | Ud, max a |
|---|---|---|
| Клас A | Відмінний | 0,006 |
| Клас B | Високий | 0,01 |
| Клас C | Нормальний | 0,016 |
ПРИМІТКА: розміри в мм. Для з'єднань, що включають труби різної товщини, рекомендується звертатися до відповідного стандарту.
a Значення цього параметра можуть бути змінені згідно з національними додатками до стандарту.
Додаток Б (обов'язковий)
Формули для розрахунку характеристик перерізу
Б.1 Загальні положення
У Таблицях C.1, C.2 та C.3 цього стандарту наведено номінальні характеристики перерізу для обмеженого діапазону розмірів холоднодеформованих порожнистих профілів. Номінальні характеристики перерізу профілів, що постачаються відповідно до вимог цього стандарту, повинні розраховуватися за формулами, наведеними нижче.
ПРИМІТКА: Позначення головної осі перерізу (yy) та його другорядної осі (zz) узгоджуються з позначеннями осей, що використовуються для проектування конструкцій у структурних Єврокодах. Це є зміною порівняно з попередніми позначеннями осей.
Б.2 Круглі порожнисті профілі
Характеристики перерізу для круглих порожнистих профілів, наведені в Таблиці C.1, розраховуються за формулами, поданими нижче.
Таблиця Б.1 — Характеристики перерізу круглих порожнистих профілів
| Характеристика | Формула розрахунку | Одиниця |
|---|---|---|
| Площа зовнішньої поверхні (As) | (π × D) / 103 | м²/м |
| Площа поперечного перерізу (A) | π × (D2 - d2) / (4 × 102) | см² |
| Маса одиниці довжини (M) | 0,785 × A | кг/м |
| Момент інерції перерізу (I) | π × (D4 - d4) / (64 × 104) | см⁴ |
| Радіус інерції (i) | √(I / A) | см |
| Пружний момент опору (Wel) | (2 × I × 10) / D | см³ |
| Пластичний момент опору (Wpl) | (D3 - d3) / (6 × 103) | см³ |
Б.3 Прямокутні та квадратні порожнисті профілі
Характеристики для прямокутних та квадратних профілів (Таблиці C.2 та C.3) розраховуються за методикою EN 10219-2:
Таблиця Б.2 — Характеристики прямокутних та квадратних порожнистих профілів
| Параметр / Характеристика | Формула розрахунку | Одиниця |
|---|---|---|
| Геометрія та площі | ||
| Зовнішній радіус (ro) | 2.0T (T≤6) | 2.5T (6<T≤10) | 3.0T (T>10) | мм |
| Площа поверхні (As) | As = (2/103) × (H + B - 4ro + πro) | м²/м |
| Площа перерізу (A) | A = [2T(H+B-2T)-(4-π)(ro2-ri2)] / 102 | см² |
| Механіка та торсія | ||
| Момент інерції (Iyy) | Iyy = [(BH3-(B-2T)(H-2T)3)/12 - 4(Ig+Aghg2) + 4(Iξ+Aξhξ2)] / 104 | см⁴ |
| Торсійна інерція (It) | It = [T3 × (h/3) + 2KAh] / 104 | см⁴ |
| Торсійний момент (Ct) | Ct = 10 × [It / (T + K/T)] | см³ |
Допоміжні розрахункові величини:
• Ig = 0.00359 × ro4
• Rc = (ro + ri) / 2
• Ah = (B-T)(H-T) - 0.8584 × Rc2
• K = 2AhT / h
* Характеристики перерізу розраховані на основі номінальних розмірів профілю з урахуванням радіусів заокруглення кутів.