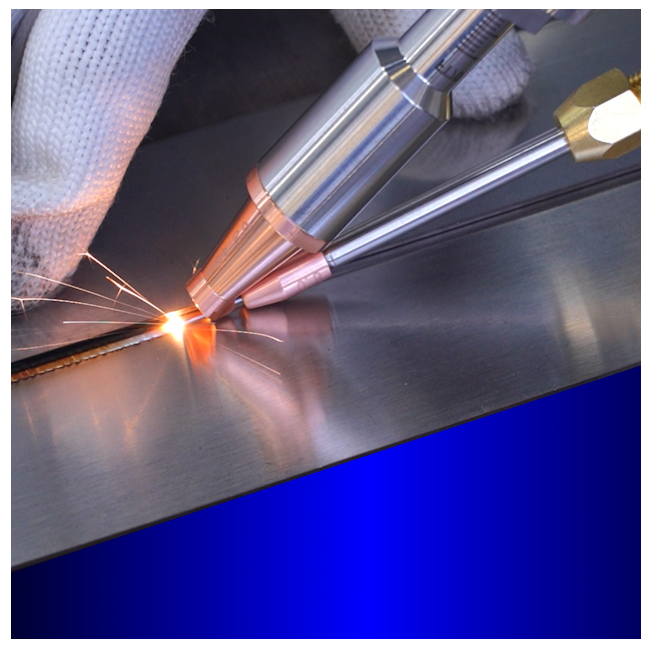
Laser welding of stainless steel is a fusion joining process that fuses materials using heat generated from a concentrated beam of coherent monochromatic light incident on the joint to be welded, and therefore belongs to the group of liquid phase joining.
The energy required comes from a focused laser beam, which locally creates a pool of molten metal that moves along the joint to form a weld. These laser welds are typically narrower than those produced by traditional welding methods. The ability of laser welding to create precise, repeatable joints at high process speeds offers a unique alternative to TIG, electron beam, and resistance welding. The focused laser beam is one of the highest power density sources available to industry today. It has a power density similar to that of an electron beam.
Together, these two processes are part of a new high-energy-density processing technology. However, laser welding does not require a vacuum or X-ray shielding because the laser can propagate through air or vacuum with minimal energy loss. These technological aspects provide laser welding with competitive advantages over electron beam welding in terms of operation and cost. Moreover, unlike electron beam welding, laser welding can weld not only stainless steel, but also a wide range of different materials.
Since laser welding is a high energy density process, the material exposed to the tightly focused laser beam can instantly melt or even vaporize, creating a deep keyhole, and the weld is completed before much heat is transferred to the main part of the workpiece. Thus, laser welding provides better weld quality, greater penetration depth, and less damage or distortion to the welded part. Moreover, such a low heat input into the weld joint has positive metallurgical consequences.
The laser can offer something special as a high-speed, high-quality welding tool. It also has advantages in areas requiring welding of heat-sensitive components such as pacemakers, pistons assembled with washers installed, valve seat support on the lower thin screen and thin diaphragms on large frames.
An important mechanism of laser welding is the interaction of the laser beam with the stainless material. This interaction mechanism is affected by many parameters, such as laser power, intensity distribution on the surface, welding speed, material properties, shielding gas supply and laser wavelength. There are two laser welding modes: conductive welding and keyhole welding or deep penetration welding. Each mode is characterized by different phenomena of laser material interaction.
Advantages of laser welding stainless stee
Joining individual stainless steel parts using the highly efficient laser welding process is preferred over other welding or joining methods in many automotive, medical, military and aerospace applications because laser welded joints provide superior strength and a number of other benefits. These include:
- Small heat-affected zone: stainless steel joints often need to be not only strong, but also cosmetically clean. The laser offers the smallest heat-affected zone. This also makes laser welding ideal for products with complex weld structures or where the weld zone is difficult to access. Since the laser beam can be focused very precisely, there is less chance of damaging, gouging or deforming surrounding surfaces.
- Cleanliness of the process: since the laser welding process is simply melting metals, there is (usually) no need for filler materials and no additional risks to the environment. This often makes laser welding the most cost-effective and environmentally friendly option. And in end products, such as stainless steel tubing used in medical devices and surgical applications, the overall cleanliness of the laser ensures that the product is produced free of contaminants and burrs.
- Less corrosion: when TIG or MIG welding, the electrode used for welding contains traces of moisture. The heat of welding causes the water to decompose quickly, releasing hydrogen that penetrates the stainless steel, making it brittle. Since laser welding does not use an electrode to conduct heat, there is no risk of spontaneous corrosion.
- Precision: the output power, weld size, weld depth, welding speed and the trajectory of the laser beam on the stainless steel surface are easily controlled. The result is a very clear weld. Thanks to this optimal control, even the thinnest stainless steel sheets can be laser welded.
- Reduced thermal distortion. An additional benefit of laser welding stainless steel is the reduction of thermal distortion and residual stress compared to traditional welding methods. This is especially important for stainless steels, whose thermal expansion is 50% greater than that of plain carbon steels.
- Automation. Another benefit of a carefully controlled process is that laser welding is easily programmable and robotic. Since it is easy to automate compared to MIG or TIG welding methods, greater repeatability and higher productivity can be achieved.
- High welding speed. Laser welding is a fast process because the laser beam can be moved quickly along the joint, allowing for efficient and high-speed welding.
 Laser welding of stainless steel is now increasingly used in industrial manufacturing from microelectronics to shipbuilding. However, the automotive industry is among the industrial sectors that have proven to be the most prominent in developing applications that take advantage of the many benefits of this technology.
Laser welding of stainless steel is now increasingly used in industrial manufacturing from microelectronics to shipbuilding. However, the automotive industry is among the industrial sectors that have proven to be the most prominent in developing applications that take advantage of the many benefits of this technology.
Since the heat source is light energy, the workpiece is welded cleanly, resulting in excellent weld fatigue strength. Laser welding can be cost competitive due to minimal setup time, low fixture costs, high feed rates, and high energy efficiency. The resulting welds typically have minimal part distortion with reduced straightening and reduced post-weld costs.
These characteristics have made laser welding the preferred process for many applications previously performed by conventional welding. Laser welding has another strategic advantage that opens the door to many new applications. Modern multi-axis laser welding stations can provide accurate and repeatable welding. However, successful laser welding requires a combination of proper weld joint design, motion control, fixture design, metallurgy, manufacturing, inspection and quality control systems. All three of the most common joint configurations can be used: overlap, butt or fillet. But close contact between the materials at the joint is better. Under these conditions, high quality welds with low porosity and controlled grain size are obtained. Constant weld depth and width are achieved.
Shielding gases for laser welding
The absorption and scattering of the laser beam as a result of plasma formation are of secondary importance in laser welding of stainless steels, as opposed to laser welding of ordinary carbon steels. As a result, helium and its mixtures may not be particularly useful as shielding gases in laser welding of stainless steels. The choice of shielding gases for laser welding of stainless steels is largely determined by the need to provide protection against oxidation. Argon has been used for many years as a welding gas for low-power laser welding (less than 1000 W) of small stainless steel parts. Argon can also be used for high-power welding (1-5 kW). When welding austenitic stainless steels, argon 6 - 10%. Hydrogen can be used to reduce surface oxides and produce shiny weld surfaces. The choice of argon as a shielding gas, in turn, reduces the cost of production.
Stainless steel is divided into four types according to the properties of each type of metal. Each type of stainless steel has its own characteristics and different requirements for laser welding.
Laser welding of austenitic stainless steel
This type of stainless steel is suitable for both pulsed and continuous wave laser welding. Laser welding of austenitic stainless steels provides slightly better weld depth and higher welding speeds than mild steels due to the lower thermal conductivity of most austenitic stainless steels. The higher speeds of laser welding also help reduce susceptibility to corrosion caused by the precipitation of chromium carbides at grain boundaries. Chromium carbides can precipitate if the heat input during welding is too high.
Laser welding of ferritic stainless steel
Ferritic stainless steels typically contain little or no nickel and do not have as good laser weldability as austenitic stainless steels. Laser welding of ferritic stainless steels can sometimes reduce joint toughness and corrosion resistance. The reduction in toughness is partly due to the formation of coarse grains in the heat-affected zone and the formation of martensite that occurs in grades with high carbon content. The heat-affected zone can be stiffer due to rapid cooling, which increases brittleness.
Laser welding of martensitic stainless steel
Martensitic stainless steel is more difficult to laser weld than austenitic and ferritic steel. Laser welding of high carbon martensite (0.15% carbon) may cause brittleness in the heat-affected zone. If martensitic stainless steel with more than 0.1% carbon is to be welded, using austenitic stainless steel filler can improve weld strength and reduce cracking susceptibility, but cannot reduce brittleness in the heat-affected zone. Preheating the material before welding or tempering at 650 °C - 750 °C after laser welding can reduce brittleness in the heat-affected zone.
Laser welding of duplex stainless steel
Duplex stainless steels are a mixture of austenitic-ferritic stainless steels. These stainless steels are characterized by a two-phase microstructure containing austenite and ferrite. The volume fractions of austenite and ferrite are approximately equal. The main alloying elements are chromium, nickel, and molybdenum. Duplex stainless steels are usually also alloyed with a small amount of nitrogen. Duplex material is usually well welded by laser.
Free machining grades should be avoided if possible as these stainless steels contain sulfur which can cause hot cracks when laser welded.
Disadvantages of laser welding stainless steel
Laser welding of stainless steel is widely used in manufacturing due to its precision, speed and versatility. It uses a highly concentrated beam of light to melt and join materials, creating strong and reliable connections.
Laser welding of stainless steel, like any other welding method, has some disadvantages that should be considered. Engineers and manufacturers should be aware of these disadvantages so that they can select the best welding method for their specific applications.
- High cost. Compared to other stainless steel welding methods, laser welding equipment typically requires a large initial investment. Advanced optics, control systems, and safety features are all features of sophisticated laser welding machines. In addition, laser welding equipment can have high repair and maintenance costs. The requirement for specialized education and experience also increases the overall cost. Because of these high costs, laser welding may not be suitable for some applications for small businesses or manufacturers with limited budgets. However, in some industries and applications, the potential capabilities and benefits of laser welding may outweigh the initial cost.
- Limited penetration depth. While laser welding is effective for joining thin materials, it can have trouble joining thicker materials or parts with large gaps in the joint. The reduced penetration depth is a result of the energy loss in the laser beam as it travels deeper into the material. Electron beam welding is a better option when it comes to producing a complete and seamless weld in a single pass. This method uses the power of electron beams to create a deep weld, producing a strong and flawless joint in one quick pass. The laser will have to make two passes on each side, if possible.
- Sensitivity to different types of stainless steel. Some grades of stainless steel, especially those with high carbon content, may be susceptible to cracking, warping, or changes in material properties due to the rapid heating and cooling cycles associated with laser welding. This material sensitivity requires careful consideration and optimization of welding parameters to ensure successful welding and avoid potential defects.
- Safety. The high-intensity laser beams used in laser welding can pose hazards to operators and the environment. Direct exposure to the laser beam can cause severe eye injury, burns, and skin damage. In addition, the process produces gases, particulate matter, and vapors that can be harmful or toxic if inhaled. Adequate safety precautions must be taken, such as wearing safety glasses, using proper ventilation systems, and following safety procedures. Accidents, injuries, and long-term health problems can result from failure to address these safety issues.
- Limited access. Given that the laser beam can only access a certain portion of the joint, it is necessary to consider the size and shape of the components to be welded. The welding process for stainless steel parts with complex geometry or in hard-to-reach areas can be challenging. In addition, the welding process may require multiple passes or repositioning of the parts to achieve full penetration of the joint, which can lengthen and complicate the welding process.
- Weld Strength. Laser welding can reduce the weld strength of some grades of stainless steel due to factors such as high cooling rates, incomplete melting or penetration, sensitivity to material properties, and joint design limitations. These factors can cause bond weakness in laser-welded joints and reduce their overall strength. To maximize weld strength and ensure the reliability and durability of laser-welded joints, it is important to carefully evaluate welding parameters, material compatibility, and post-weld heat treatment.
Environmental factors that affect laser welding of stainless steel
Laser welding processes for stainless steels can be significantly affected by environmental factors such as temperature and humidity.
Температура
High temperatures can degrade the quality of the weld, causing thermal deformation and affecting the properties of the material.
Humidity
Humidity can cause the weld zone to become porous and weaken the joint. High humidity levels can introduce moisture into the weld zone, absorbing laser energy and reducing welding efficiency. To overcome these problems, cooling systems or temperature-controlled environments can be used to maintain stable working conditions. For example, dehumidifiers or drying systems can be used to minimize moisture exposure during laser welding, ensuring reliable and consistent weld quality.
Safety of laser welding stainless steel in hard to reach places
Compared to other types of welding, laser welding in confined spaces can present special safety challenges. The problem is that the laser beam can cause accidents or damage if it is not aimed or controlled correctly. One strategy is to implement sophisticated monitoring systems that constantly check the welding process and identify any anomalies or deviations. Operators can quickly address any potential safety risks with real-time feedback. It is also important to implement strict safety procedures and conduct thorough operator training. Protective measures such as laser shielding, safety glasses, and appropriate personal protective equipment should be used to ensure the safety of operators and nearby personnel. In addition, regular inspections and maintenance of laser welding equipment help to identify any potential problems and ensure that it operates at peak performance, reducing the risk of accidents.
The impact of laser radiation on human health
The long-term health effects of laser welding radiation may vary depending on the degree and duration of exposure, as well as individual susceptibility. Long-term exposure to high-intensity laser radiation may cause eye damage, skin burns, and lung infection. Various safety measures must be taken to protect people from these risks. This includes strict safety procedures, such as the use of appropriate laser protection and enclosures to reduce radiation leakage, and the mandatory wearing of special laser safety glasses by operators. Careful setup and control of exposure times are necessary to minimize the long-term health effects of laser welding radiation exposure, as well as regular health monitoring, training, and compliance with safety regulations. These precautions help prevent workers from being overexposed to radiation while reducing the risks.
How does laser power affect the quality of laser welding of stainless steel ?
The laser output power has a major impact on the efficiency of laser welding. The depth, width, heat input and overall weld penetration are directly related to the power level. Incomplete welds can result from insufficient power, while excessive power can damage the stainless steel. Precise control of the laser output is essential to ensure stability and high quality. This can be achieved by using advanced laser systems with reliable power supplies and closed-loop feedback mechanisms.
Does the quality of laser welding of stainless steel depend on the type of laser ?
Yes, the type of laser source used affects the quality of laser welding of stainless steel. Different lasers produce different wavelengths of light and have different pulse durations and powers. For example, CO2 lasers are best suited for deeper penetration welding of thick materials, while fiber lasers are typically used for high-speed welding of thin materials. Additionally, Nd:YAG lasers are popular in the aerospace industry due to their ability to weld precisely. Therefore, the choice of laser type depends on the thickness of the stainless metal, the grade of stainless steel, the required welding speed, the joint geometry, and the desired weld quality.
Is there any limitation of laser welding underwater or in space ?
Laser welding has special limitations when used in space or underwater. Underwater welding faces challenges such as the ability of water to absorb laser energy and the need to take precautions against rapid cooling. To overcome these limitations and create efficient laser welding processes for underwater and space applications, researchers have explored several methods, including laser welding that does not require shielding gases or a vacuum environment. As early as 1989, NASA scientists were aware of its potential and specifically recommended its inclusion in emergency repair kits for satellites and space stations. These improvements will enable reliable and high-quality welds in challenging conditions.
Applications of laser welding of stainless steel
Laser welding of stainless steels is used in many industries because it is a versatile joining method. Some typical applications for laser welding include:
- Automotive industry: welding of car bodies, exhaust systems and engine components;
- Aerospace industry: welding of aircraft structures, engines and fuel systems;
- Medical industry: welding of implants, instruments and medical equipment from medical / surgical stainless steel;
- Electronic industry: welding of electronic components, batteries and various sensors;
- Jewelry industry: welding of precious stainless metals and corrosion-resistant alloys for the manufacture of jewelry;
- Production of souvenir products: stainless steel flasks, thermoses and other thin-walled products;
- Food industry and others.
As you can see, despite the many advantages of laser welding of stainless steel, this process also has its disadvantages. Consider this when choosing or refusing to use this welding method for metal structures and stainless steel products.