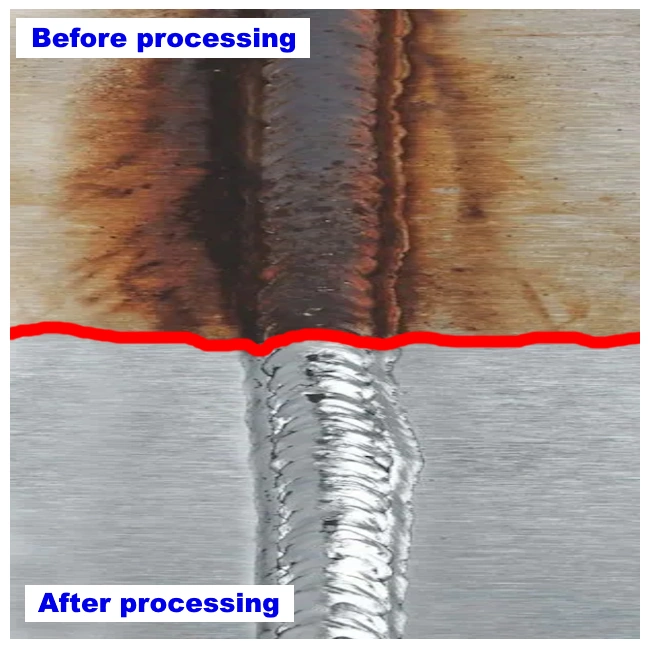
Processing of stainless steel weld seam is one of the most important stages of the process of manufacturing a high-quality product, part, construction from stainless steel. Processing (cleaning / passivation) should be carried out immediately after welding.
Why treat welds on stainless steel ?
Contrary to popular belief that stainless steel is a rust-proof material, it can still corrode. After a welder has completed the stainless steel welding process, the welds must be cleaned mechanically and treated with chemicals, including nitric acid and a “pickling paste” containing hydrofluoric acid. This cleaning process is also known as “passivation,” which is designed not only to improve the appearance of the welds, but also to prevent corrosion. In other words, passivation is the process of restoring the damaged oxide layer to prevent corrosion of the stainless steel.
After the chemical treatment is completed, the surface of the stainless steel should have a protective oxide layer that will be more resistant to oxidation and less susceptible to corrosion.
In addition to chemical passivation, another method is electrolytic cleaning of welds using a special TIG brush used in the welding industry. This is a simple, fast and effective way to obtain the benefits of passivation without the use of dangerous and complex chemicals.
The cleaning / passivation process includes and provides:
- Removes contamination from the weld surface.
- Extends the service life of the weld and the overall service life of the structure or product.
- Forms a chemical film that protects against rust and corrosion.
- Reduces the need for any ongoing maintenance and repairs.
How does passivation affect corrosion resistance ?
Stainless steel is made up of iron, chromium, and nickel. Chromium is the component of stainless steel that gives it resistance to corrosion. When chromium is exposed to oxygen, a thin layer of chromium oxide forms on the surface of the stainless steel, protecting the iron from rusting.
Without passivation, environmental contaminants (such as chlorides) can react with free iron on the surface of the metal and initiate a corrosion process that will spread to the structure/part via the weld. Passivation of stainless steel is performed to slow down or eliminate this process in two ways. First, it removes free iron from the surface of the stainless steel, thereby removing the material most susceptible to the corrosion process. Second, it enhances and accelerates the oxidation of chromium to form an inert layer that then protects the main component from environmental contaminants.
When should passivation be carried out ?
Once grinding, polishing, welding, cutting, and any other machining operations have been completed, the passivation processes can begin. Stainless steel itself is resistant to corrosion and rust, but several different processes can introduce contaminants that will prevent the formation of the protective oxide layer during the fabrication process.
Factors that can prevent the formation of an oxide film on a stainless surface include:
- Foreign materials such as dirt, dust, oils, chips and coating material.
- Various sulfides added to stainless steel to make it more machine friendly.
- Iron particles become embedded in stainless steel during the welding process, cutting from blades, discs and other cutting tools.
If finished products are to be painted or powder coated, passivation may not be necessary.
Who invented passivation ?
In the 1800s, chemist Christian Friedrich Schönbein made an impact of passivation on metal. He immersed iron in concentrated nitric acid and compared it to iron that had not been treated in a nitric acid solution. The iron immersed in nitric acid was almost inactive compared to the iron that had not been treated.
Is it necessary to remove the heat discoloration in the heat affected zone of stainless steel welds ?
To answer this question, we first need to understand what a heat tone is.
Heat tinting - is a thickening of the natural oxide layer on the surface of a metal. The colours produced are similar to 'tempered colours' and are the result of 'light interference' effects. This is due to the difference in 'optical path length' between the light reflected from the surface of the oxide film and the light reflected from the oxide/metal 'boundary', resulting in a range of colours depending on the thickness of the oxide layer.
When should thermal toning be removed ?
If the intended application depends on the stainless steel's resistance to heat or oxidation, then removing the thermal tint is of no importance since, depending on the service temperature, the oxidation tint will occur during service anyway and will blend in with any localized weld tint.
As stainless steels develop heat-colored colors, chromium is drawn from beneath the surface of the metal, forming a surface layer of chromium-rich oxide. This leaves the metal just below the surface with lower levels of chromium.
In applications where the application is associated with a "water" environment, i.e. a low temperature environment that is dangerous for corrosion, a local decrease in the chromium content below the surface can affect the corrosion resistance of stainless steel.
Although some scientific sources state that heat tint removal is not always necessary, it is vital to remove heat tint from a weld so that the finished product can regain its full corrosion resistance after welding. This will help avoid unnecessary corrosion problems at weld sites during the life of your product.
To achieve optimum corrosion performance in stainless steel welds, crevices, contaminants and at least all weld heat tints deeper than pale yellow must be removed by mechanical cleaning followed by acid digestion of the joint.
If you see a discoloration on the stainless steel surface due to heat, the tint must be removed when using the structure with potable water. Use discoloration removal as a good practice for cleaning after welding any stainless steel weld joints.
How to remove heat tint ?
 Thermal tint removal from stainless steel products can be achieved using special pastes or gels for brush application, spraying or dipping in acid etching or electrolytic methods.
Thermal tint removal from stainless steel products can be achieved using special pastes or gels for brush application, spraying or dipping in acid etching or electrolytic methods.
The nitric acid used in this treatment also leaves the steel surface in a passive state.
A combination of treatment methods may be required, particularly since nitric acid treatment alone may not remove sufficient metal from the surface. This may involve mechanical treatment (grinding, polishing or abrading) followed by nitric acid cleaning (passivation).
It is very important to follow the instructions of the product supplier, as excessive contact time of the appropriate grade of stainless steel with products containing hydrofluoric acid may result in pitting of the stainless steel.
Where a higher quality surface finish is required, either to improve the aesthetic appearance of the product or to further optimize corrosion resistance, final electropolishing can be used.
These methods and processing techniques will greatly improve the overall and marketable appearance of your finished product.
Of equal, if not greater, importance is the consideration of the internal weld surfaces of the products. Although these areas may be neglected, they are intended to be in direct contact with the working environment for which the stainless steel was selected. Although welding gas systems may have been used, the removal of heat tint after welding in these areas is perhaps more important than on the external surfaces.
Methods and techniques for cleaning and passivation of welded seams
There are several methods and techniques for cleaning and repassivation of stainless steel welds. Depending on the size, structure, and type of your weld, as well as many other manufacturing factors, each method has its own advantages and disadvantages.
Etching paste
Chemical pickling is a widely used and inexpensive method of removing oxides from welds. Pickling and passivation paste is a viscous liquid (gel) that is applied to the weld and washed off after about 30 to 60 minutes.  Areas on the metal where the paste was once applied retain an unsightly matte appearance. Professionals often polish these areas with special discs, which takes a lot of time.
Areas on the metal where the paste was once applied retain an unsightly matte appearance. Professionals often polish these areas with special discs, which takes a lot of time.
Although pickling paste is still widely used for the process of passivation of welds on stainless steel, there are modern and safer alternatives, such as electrochemical cleaning of welds. It is safer for both human health and the environment.
The advantages of this passivation method include its relatively low cost.
The disadvantages include:
- extremely dangerous impact on humans. Work should be carried out using protective equipment: respirator, rubber gloves, safety glasses
- harmful impact on the environment
- after washing the material, waste water must be collected and disposed of separately, preventing it from entering the general sewer system
- in some countries, a special permit is required to carry out such work
Despite all the pros and cons of such processing of welded seams, the end result is a welded seam resistant to corrosion and rust on structures / products made of stainless metal.
Mechanical grinding / polishing
 Mechanical grinding - is a cheap and relatively quick way to remove oxides from stainless steel welds using power tools such as angle grinders.
Mechanical grinding - is a cheap and relatively quick way to remove oxides from stainless steel welds using power tools such as angle grinders.
Grinding is essentially the effect of abrasive materials on a metal surface. As a rule, the seam is first processed with a coarse abrasive grain, then up to 400 or 600 microns. And then, depending on the surface quality to be achieved - with less granular materials 600 and higher. Basically, either grinding wheels or belts are used. The process is carried out mainly with the help of hand tools: straight grinders or angle grinders. Particularly hard-to-reach seams are processed manually.
However, grinding destroys the passive layer on the steel surface, making it less resistant to corrosion, especially in the open air. The layer may or may not reappear within a few days after the "treatment".
The surface after grinding also remains uneven (wavy), which worsens the appearance of the steel.
In some cases, a polished (polishing stainless steel after welding) or matte surface is required, including the weld. However, this process requires special polishing equipment and highly qualified personnel.
- Pros: cheap and relatively fast
- Cons: non-corrosion resistant seam
Dip and spray etching
 Dip pickling and passivation involve dipping the entire item or a single part (hence the name) into a bath of pickling liquid. The items will receive a nice, uniform pickled surface on both the inside and outside. Since the items are completely immersed, this method is very effective for stainless steel tubes and workpieces with tight areas and corners that are difficult to reach by hand.
Dip pickling and passivation involve dipping the entire item or a single part (hence the name) into a bath of pickling liquid. The items will receive a nice, uniform pickled surface on both the inside and outside. Since the items are completely immersed, this method is very effective for stainless steel tubes and workpieces with tight areas and corners that are difficult to reach by hand.
Building your own etching and passivation facility is expensive, so you often have to pay subcontractors to do the work. The disadvantages of this approach are mainly related to transportation costs and increased lead times, which contribute significantly to the inefficiency of the workflow.
Typically, immersion pickling plants also offer spray pickling and passivation. Spray pickling is useful for very large items, as the digestive fluid is sprayed onto the surface and washed away, typically after 30 to 60 minutes. Spray pickling should be performed by professionals who collect and dispose of acids and wastewater.
Spray etching is often used if the item is too large to be immersed, and can also be done with a mobile etching plant where a professional will spray etch the product on site if it is too difficult to move.
Pros:
- Uniform appearance over the entire surface of the product or structure
- Very high resistance to corrosion both on the entire surface and in the weld area
- A big time saver if there are many small items to be etched
Cons:
- Using a subcontracted etching service may result in long lead times and additional transportation costs.
- Using your own pickling plant means expensive waste disposal and a risk to the health and safety of staff and workers
Glass blast cleaning of weld seam
Glass blasting of weld seams is used for both small and large objects and involves cleaning the surface with thousands of glass particles using compressed air.
 The essence of the method, as in traditional sandblasting, is to bombard the surface of the product with an air mixture of particles of a certain diameter and physical properties. Glass microspheres contain an ideal combination of physical and chemical properties that no other abrasive material matches. Glass beads are made of high-quality tempered sodium glass and do not contain lead. They are chemically inert, do not penetrate the surface, do not change or contaminate the processed surface of the workpiece. The special composition and elasticity make these beads very hard, resistant to impacts and, therefore, wear out little.
The essence of the method, as in traditional sandblasting, is to bombard the surface of the product with an air mixture of particles of a certain diameter and physical properties. Glass microspheres contain an ideal combination of physical and chemical properties that no other abrasive material matches. Glass beads are made of high-quality tempered sodium glass and do not contain lead. They are chemically inert, do not penetrate the surface, do not change or contaminate the processed surface of the workpiece. The special composition and elasticity make these beads very hard, resistant to impacts and, therefore, wear out little.
This method does not contain chemicals and provides a uniform matte result. However, the product will not be resistant to corrosion for some time - to the restoration of the passive layer.
There is also a risk of cross-contamination with iron particles, which can cause serious corrosion problems.
Pros:
- Absence of hazardous and harmful chemicals
Cons:
- Low corrosion resistance after treatment
- There is a risk of metal particles getting onto the surface of the product
- A slow and rather expensive process
Electrochemical cleaning of welded seams
Electrochemical weld cleaning is a process used in industry to remove post-weld contaminants such as heat tint, discoloration and surface rust using electric current and electrolytic fluids.
Electrochemical cleaning and passivation of welds is a highly effective method for removing oxides from stainless steel welds.
Phosphoric acid is non-toxic, can be found in soft drinks and common household cleaners - and is not nearly as harmful as pickling paste.
This method combines phosphorus-based acids and electricity in a process that results in instant cleaning and passivation.
There is no need to clean the surface with water, which greatly simplifies your process - you will avoid all the hassle of wastewater disposal. The surface is easily treated with a neutralizing liquid and dried with industrial paper.
Electrochemical passivation is an environmentally friendly process that, under normal circumstances, does not harm your body or the environment.
Thanks to this, as well as the portable and lightweight equipment, electrochemical cleaning of stainless steel welds can be done almost anywhere. But, of course, it is recommended to use basic safety precautions (extraction systems, fresh air equipment) if you work indoors for a long time.
One of the most common applications of electrolytic weld cleaning is to prevent corrosion of stainless steel welds and to remove discoloration and heat tint.
Pros:
- Efficient and fast
- No hazardous substances
- On-site equipment: Instead of transporting a recently completed job to another location for cleaning or polishing, the brush allows the process to be carried out on-site for immediate results with low risk.
- Greater flexibility - The portable aspect of the brush setup allows for greater flexibility no matter when and where it is used. There are large electrolytic weld cleaning options, but they require large, high-current baths and are particularly unsuitable for field or on-site use.
- One-step process - when using etching paste, a separate passivation process is required after etching is complete. However, with a brush system, passivation occurs immediately - a second step is not needed. A third processing step is also not required to remove etch marks from etching paste or scratches from mechanical cleaning.
- Surface Treatment - When you dip parts or components into the bath, you have no choice but to treat the entire component. With a brush, you can select which areas of the metal you want to treat, allowing for more precise and targeted treatment.
- Affordability - the initial and ongoing costs of manual electrolytic weld cleaning are minimal. However, large baths require a large initial investment in either the equipment itself or installation costs, making them uneconomical for many small and medium sized businesses.
Cons:
- Usually only the weld seam of the product is processed, not the entire product
Electrolytic plasma cleaning of stainless steel (electroplasma polishing)
The electrolytic plasma polishing method (also known as the electropulse or electrolytic discharge polishing method) is based on plasma and electrochemical processes occurring in a thin vapor-gas shell at the surface of a metal electrode immersed in a solution under the influence of high voltage.
As a result of electrolytic-plasma treatment, several micrometers of the metal layer richest in foreign inclusions and gassed are removed from the surface of the stainless metal, a mirror shine appears, the directional anisotropy acquired during mechanical processing or welding disappears, and high adhesion of the coating to the base metal is achieved.
This method can be considered as a subtype of electrochemical cleaning, but with its own characteristics, advantages and disadvantages.
Laser cleaning of stainless steel weld
Laser cleaning uses non-contact methods to remove weld scale and / or corrosion, as well as stainless steel stains, metal soot and colored oils.
When deciding which etching method, method, and means to choose for stainless steel, you must first decide whether to etch the entire surface of the product or just the weld. Also consider the cost and safety for yourself, your workers, and the environment.